- Способы гибки труб в домашних условиях — как согнуть трубу?
- Гибка стальных труб
- Гибка труб из меди и алюминия
- Гнем трубу из полипропилена
- Гнем трубы из пластика
- Гибка труб: «холодный» и «горячий» способы
- Гибка труб стальных или пластиковых: способы реализации процесса
- Холодная гибка – основные этапы технологического процесса
- Основные способы механической гибки труб
- Горячая гибка – как это делается ?
- Горячая ручная гибка
- Механическая горячая гибка
Способы гибки труб в домашних условиях — как согнуть трубу?
Необходимость проводить гибку труб в домашних условиях в настоящее время является определенной проблемой для многих. Монтаж систем водопровода и отопления доступен любому мастеру, изготовление различных декоративных конструкций требует получения радиальных изгибов разного размера, что может поставить в тупик бывалых. Наша статья подскажет вам каким образом правильно производить данную операцию.
Гибка стальных труб
Оптимальным инструментом для сгибания металлических труб по радиусу того или иного размера является трубогиб, состоящий из стационарного и подвижного роликов. Простому обывателю при разовой необходимости его использования приобретать или изготавливать это приспособление нецелесообразно. Существуют способы гибки различных труб без трубогиба.

Согнуть стальную трубу небольшого диаметра несложно с помощью паяльной лампы и чистого речного песка. Для этого предварительно одно отверстие в трубе заглушают деревянной пробкой. Далее во второе засыпают сухой песок, слегка утрамбовывая его легкими ударами о твердую поверхность. После заполнения внутреннего пространства и во второе отверстие забивают заглушку. Песок в данном случае обеспечивает необходимое сопротивление, препятствующее деформации трубы, и более равномерный прогрев, препятствуя быстрому охлаждению металла.

Следующий этап – нагрев участка трубы с помощью паяльной лампы. Старайтесь прогреть деталь равномерно со всех сторон. После этого можно выполнять изгибание трубы. Для получения равномерного изгиба с правильной геометрией лучше использовать кусок трубы или стержень соответствующего сечения в качестве оправки.

При необходимости гибки труб большого диаметра понадобятся болгарка и сварочный аппарат. В этом случае в месте сгиба необходимо выполнить несколько параллельных пропилов на достаточную глубину. Затем, так же как и в первом способе, сгибаем трубу и тщательно провариваем полученные резы.

При использовании трубы в водопроводе или системе отопления необходимо контролировать герметичность сварных швов, для механических конструкций такой необходимости нет.
Гибка труб из меди и алюминия
Данные металлы отличает меньшая прочность и высокая пластичность, что в значительной степени способствует и их гибке. Но данный процесс чреват некоторыми «подводными камнями». К ним можно отнести неизбежные деформации труб по внутреннему радиусу и возможность разрыв снаружи. Вследствие всего сказанного выше необходимость использования внутреннего наполнителя для труб из мягких металлов возрастает.
В данном случае может также с успехом применяться песок по технологии, описанной в предыдущем пункте. Кроме этого можно порекомендовать еще один наполнитель – лёд. Конечно, данный способ хорош, прежде всего, для холодного времени года, но небольшие обрезки труб не сложно поместить и в морозильную камеру, что позволяет сделать способ не зависящим от погоды.

Для осуществления гибки труб из алюминия или меди со льдом так же глушим пробкой один из торцов, и заливаем воду в полученный сосуд. Далее глушим второе отверстие, помещаем деталь на холод и ждем полного затвердения жидкости. Затем на любой оправке сгибаем под нужным нам радиусом, предварительно защитив руки перчатками.
После достижения желаемого результат оставьте трубку на некоторое время в тепле для таяния льда и слива воды. Лед при этом способе защищает трубку от деформаций и сохраняет ее внутреннее сечение.
Гнем металлопластиковую трубу
В последние несколько лет значительно возросла популярность труб на основе пластмасс. Одним из видов этого материала стали металлопластиковые изделия. Они сочетают в себе лучшие свойства металла и пластических масс. При их использовании так же может возникнуть необходимость сгибания под тем или иным углом. В данном случае существует способ, слегка отличающийся от всех предыдущих.

Гибку металлопластиковых труб осуществляют с использованием плотно навитых стальных пружин. Они могут быть двух видов: наружные и внутренние. Первые более удобны, так как надеваются поверх трубы и облегчают контроль их положения и удаление после использования. Вторые помещаются внутрь, что осложняет правильность постановки и извлечение их после использования, но они гарантируют сохранение правильной внутренней формы изделия после осуществления гибки.

Независимо от вида пружин качество сгиба имеет высокие показатели, сгибание осуществляется исключительно силой человеческих рук и не требует дополнительного термического воздействия. Извлечение труб как снаружи, так и изнутри осуществляют их вращением по ходу часовой стрелки.
Гнем трубу из полипропилена
Часто альтернативой металлопластиковым трубам становятся трубы, изготавливаемые из полипропилена – прочной пластмассы, имеющей небольшое тепловое расширение и высокую механическую прочность. Монтаж систем водопровода или отопления из них не предполагает сгибание – производитель предлагает большое количество углов, тройников и обводов. Но если у вас возникла необходимость согнуть полипропиленовую трубу, наша инструкция вам в помощь.

Перед началом работ подготовьте строительный фен, так как использование источников открытого огня для нагрева чревато расплавлением полипропилена и даже его возгоранием. Температура деформации материала составляет примерно 140 оС. При этом плавка материала начинается при нагреве до 175 оС. То есть вы должны попасть в этот небольшой интервал, иначе результат будет плачевным. Помочь в достижении указанных параметров может строительный фен с регулировкой температуры нагрева воздушного потока.

Перед нагревом рекомендуем подобрать внутреннюю пружину по примеру описанных в предыдущем абзаце. Далее, установив витую спираль в необходимом месте и разогрев трубу, аккуратно изогните ее на оправке и зафиксируйте в новом положении. Если этого не сделать, полипропилен может частично разогнуться при остывании. После охлаждения детали извлеките пружину и используйте трубу по назначению.
Гнем трубы из пластика
Трубы из пластика сложно поддаются гибке. Отсутствие прогрева однозначно приводит к заломам и разрывам, поэтому не обойтись без строительного фена. Перед работой тщательно изучите внутреннее строение трубы, толщину стенок, их прочность. Из толстой фанеры или ДСП изготовьте шаблон, выпилив электролобзиком изгиб желаемой формы. После этого аккуратно прогревая пластик феном пробуйте возможность изгиба. Следите за прилагаемыми усилиями. При работе с таким податливым материалом гибку необходимо осуществлять постепенно, неспеша.

При получении изгиба не рекомендуется использовать пластиковые детали в системах с высоким давлением, так как уменьшение толщины стенок из-за текучести материала чревато прорывом.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами 😉
Гибка труб: «холодный» и «горячий» способы

 Гибка труб своими руками допустима лишь в разовых случаях. Если процесс сборки металлоконструкции или трубопровода предполагает использование большого количества «гнутых» труб, то процесс деформации изделий лучше всего проводить на особых станках – трубогибах.
Гибка труб своими руками допустима лишь в разовых случаях. Если процесс сборки металлоконструкции или трубопровода предполагает использование большого количества «гнутых» труб, то процесс деформации изделий лучше всего проводить на особых станках – трубогибах.
Впрочем, в данной статье мы рассмотрим оба варианта деформации труб, примеряя каждый способ к изделиям разной формы и диаметра.
Гибка труб стальных или пластиковых: способы реализации процесса
По большому счету, существует всего два способа деформации трубного проката:
- холодная гибка труб
- деформация разогретых изделий
Первый способ – «холодная» гибка – возможен только в том случае, если деформируемая труба изготавливается из достаточно пластичного материала, способного менять свою форму под влиянием внешних сил.
Поэтому «холодную» гибку, как правило, практикуют при деформации относительно небольших металлических труб (за исключением труб из чугуна).
Правда, гибка труб из нержавеющей стали (или любых других труб с повышенной кольцевой  жесткостью) вынуждает нас задействовать в этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем согнуть только очень пластичные трубы из меди или алюминия.
жесткостью) вынуждает нас задействовать в этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем согнуть только очень пластичные трубы из меди или алюминия.
Впрочем, «мягкие» пластиковые трубы такому способу гибки не поддаются даже на трубогибах. Ведь, несмотря на декларируемую мягкость, пластиковые трубы либо не обладают достаточной пластичностью для такого способа деформации, либо у них нет кольцевой жесткости, достаточной для удержания изделия в согнутом состоянии (полиэтиленовые изделия без армирующего каркаса).
Исключение можно сделать только для комбинированных материалов на основе полиэтилена — гибку металлопластиковых труб выполняют только «холодным» способом. Внутри такой трубы находится армирующий пояс из алюминия – в процессе деформации гнут именно его и форму после гибки удерживает именно он.
Горячая гибка – возможна практически в любом случае. Ведь в разогретом состоянии пластичность любого материала повышается на порядок. Например, высокотемпературная гибка стальных труб (или изделий из любого другого металла) осуществляется очень просто: трубу просто нагревают в месте деформации и сгибают руками. То есть станки или механические трубогибы, в этом случае, нам уже не понадобятся.
С пластиком, в данном случае, опять возникают проблемы. Горячая деформация невозможна в принципе – полимерные трубы теряют свою кольцевую жесткость при нагреве выше 250 градусов Цельсия. То есть, в процессе горячей деформации такая труба просто растечется по поверхности.
Ну, а теперь, когда мы познакомились со способами деформации, давайте перейдем от теории к практике и разберем, как гнуть трубы «холодным» и «горячим» способом.
Холодная гибка – основные этапы технологического процесса
Используя холодную гибку, трубы можно согнуть практически под любым углом. Но сделать это можно всего двумя способами: вручную и с помощью специальных механизмов. Причем и сами механизмы могут использовать либо электрическую или иную энергию, либо энергию мускульной силы оператора.
К основным способам ручной деформации относятся следующие варианты:
- наматывание изделия на шаблон
- деформация изделия на опорах
Причем первый способ допустим только в том случае, если материал трубы будет достаточно пластичным. Ну а второй способ можно использовать и для более жестких труб.
 Первый вариант – наматывание на шаблон – реализуется следующим способом. На первом этапе процесса гибки трубу нужно заполнить каким-либо сыпучим веществом. Поэтому в изделие засыпают песок (можно соль) или заливают воду, которую охлаждают до состояния льда. Сыпучее вещество не позволит измениться профилю трубы.
Первый вариант – наматывание на шаблон – реализуется следующим способом. На первом этапе процесса гибки трубу нужно заполнить каким-либо сыпучим веществом. Поэтому в изделие засыпают песок (можно соль) или заливают воду, которую охлаждают до состояния льда. Сыпучее вещество не позволит измениться профилю трубы.
Далее мы берем калибр – округлую и твердую поверхность – и гнем трубу, наматывая изделия вокруг калибра. Само изделие, при этом, удерживается за края мерного отрезка, а гнется только середина.
По такой методике осуществляется гибка труб из дюраля или латуни, или иного материала с достаточно высокой пластичностью. Сам изгиб получается относительно ровным, но такая технология сопровождается большими объемами отходов. Ведь даже гибка медных труб – очень пластичных изделий – требует достаточно большого рычага. Следовательно, согнув участок в середине мерного отрезка, мы будем вынуждены избавиться от «рукоятей» — концов, за которые держались в процессе загиба.
Второй вариант – деформация на опорах – реализуется следующим способом:
- Сгибаемое изделие устанавливают на две точечные опоры. Центр трубы, при этом, находится над пустотой.
- Далее мы наносим удары в центральную точку, равноудаленную от двух опор. И под влиянием этих ударов труба немного сгибается. Причем саму трубу можно немного сдвигать, перенося центральную точку на пока еще недеформированный участок.
Подобная технология гибки труб грешит неаккуратностью – с внешней стороны изделия несут на  себе следы ударов, а их поперечное сечение отклоняется от первоначального профиля. Кроме того, «лишний» металл соберется в складку на внутренней поверхности загиба. Поэтому холодная гибка на двух опорах – это не наш метод.
себе следы ударов, а их поперечное сечение отклоняется от первоначального профиля. Кроме того, «лишний» металл соберется в складку на внутренней поверхности загиба. Поэтому холодная гибка на двух опорах – это не наш метод.
Правда, используя различные ручные приспособления для гибки труб, мы можем исправить эту ситуацию. Для этого нам нужны: ножовка по металлу, линейка и сварочный аппарат. Линейкой мы отмеряет несколько точек на трубе (в месте загиба изделия), ножовкой делаем надрезы в теле трубы. А сварочным аппаратом завариваем швы после завершения деформации на опорах. И никакого деформирования тела или профиля изделия – лишний металл мы уже удалили, сделав надрезы ножовкой.
Впрочем, несмотря на все наши ухищрения, ручная деформация уступает, по всем параметрам такому способу, как механическая гибка труб в стационарных условиях.
Основные способы механической гибки труб
Вся механическая гибка основана всего на двух способах:
- Обкатке трубы
- Гидравлической деформации трубы
Причем для реализации этих технологий используют как электрифицированные, так и ручные станки для гибки труб. Последние используют в качестве источника деформирующего усилия мускульную силу оператора, приложенную к рычагу или струбцине.
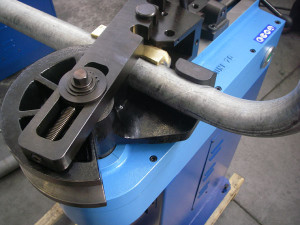
Электрифицированная и ручная гибка труб методом обкатки осуществляется следующим способом:
- изделие устанавливается на подающие вальцы станка
- Деформирующий валец подводится к поверхности трубы и упирается в нее с нужным усилием.
- Оператор включает мотор или начинает вращать барабан подающего механизма с помощью особой рукояти.
- Геометрические параметры процесса регулируют в ходе обкатки, поджимая деформирующий валец. Ведь чем большее усилие на этом вальце, тем больше радиус загиба трубы.
В итоге, такая, почти самостоятельная гибка труб – ведь большинство станков работают именно на ручном приводе – позволяет согнуть под нужным радиусом значительные партии заготовок. Причем качество гибки оказывается существенно выше любого, по-настоящему, ручного варианта. Да и сам процесс деформации происходит быстрее. Однако обработка круглых труб, а равно и гибка труб большого диаметра, на вальцевых трубогибах невозможна. Для этих целей лучше использовать либо прессы, либо специальные станки для гидравлического деформирования труб.
Последний способ основан на деформации изделия, заполненного жидкой средой (водой или маслом), проводимой в контакте со специальным калибром. По сути, этот процесс повторяет ручную гибку методом наматывания, только результаты этого процесса выглядят более впечатляющее. Кроме того, гидравлическое деформирование дает возможность не только согнуть трубу, но и изменить диаметр сечения изделия.
Горячая гибка – как это делается ?
Горячее деформирование дает возможность согнуть самые жесткие трубы. Причем, как и в случае с холодной гибкой, горячий вариант можно реализовать с помощью всего двух технологических процессов: ручного и механического деформирования.
Горячая ручная гибка
Горячая гибка вручную выполняется теми же способами, что и холодная ручная гибка. То есть мы 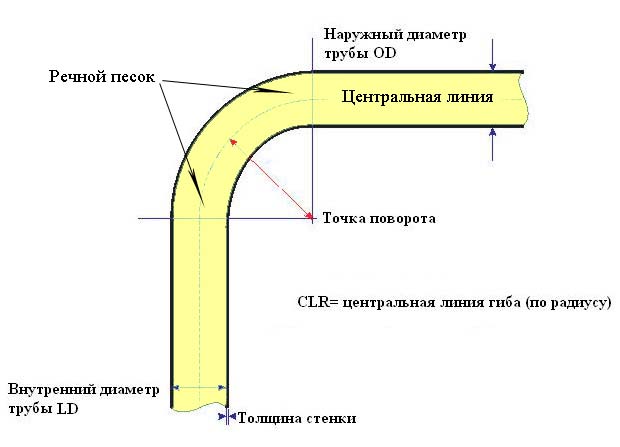 практикуем те же методы: наматывание на калибр и деформацию на опорах. Только перед подачей изделия на калибр или на опоры его нагревают.
практикуем те же методы: наматывание на калибр и деформацию на опорах. Только перед подачей изделия на калибр или на опоры его нагревают.
Причем оборудование для гибки труб вручную горячим способом нужно почти точно такое же, что и при холодной деформации. Только в процессе «горячей» обработки задействуют еще и паяльную лампу или резак, которыми прогревается место деформации.
Поэтому воду в процессе горячей гибки в качестве наполнителя не используют.
Механическая горячая гибка
Этот способ практикуется при обработке изделий на вальцевых трубогибах. Причем используемые в ходе гибки инструменты – абсолютно идентичны аналогам, используемым в процессе холодной деформации. Отличие между горячим и холодным процессом только одно – в случае горячей гибки трубу нагревают перед подачей в трубогиб. Такой ход позволяет получить результат без особых хлопот: ведь на деформирующие вальцы, в данном случае, нужно подавать меньшее деформирующее усилие.






