- Как самостоятельно паять медные трубы: пошаговая инструкция
- Монтаж водопровода из медных труб
- Технология пайки мягким припоем
- Инструменты и материалы для монтажа медных труб своими руками
- Монтаж медных труб с трубами из других материалов
- Мифы о медных трубах
- Как правильно паять медные трубы своими руками: видео
- Пайка медных труб своими руками при помощи газовой горелки
- Особенности труб из меди
- Методы пайки медных деталей
- Инструменты и приспособления
- Материалы для соединения меди
- Флюс и паяльная паста
- Виды припоев
- Соединительные фитинги
- Технология пайки медных труб
- Недопустимые ошибки
- Техника безопасности
Как самостоятельно паять медные трубы: пошаговая инструкция
 Монтаж водопроводной системы из меди сходен с установкой любого домашнего водопровода, как, например из полипропилена или металлопластика. Однако один из ключевых вопросов – как паять медные трубы для водоснабжения – требует детального рассмотрения.
Монтаж водопроводной системы из меди сходен с установкой любого домашнего водопровода, как, например из полипропилена или металлопластика. Однако один из ключевых вопросов – как паять медные трубы для водоснабжения – требует детального рассмотрения.
Современные технологии предоставляют богатый выбор материалов для сантехнических работ: пластик различных типов, сталь, медь. Их отличают физические свойства, стоимость, особенности установки и возможности применения, однако назвать лучший или худший материал невозможно. Медные трубы для водоснабжения дороги, требуют большего внимания к эксплуатации, однако универсальны, экологически безопасны и надежны, а также удобны для самостоятельного монтажа.
Это статья не просто о том, как самостоятельно паять медные трубы, но и о том, как сделать этот процесс максимально осознанным и профессиональным.
Монтаж водопровода из медных труб
Монтаж водопровода или системы отопления из меди мало чем отличается установки водопровода или отопления из других материалов.
На первом этапе необходимы продуманная схема всей трассы, с хорошо выверенными углами и соединениями. Напомним: схема должна включать обязательное соединение с трубами основного стояка через шаровые краны, приборы учета, дополнительные выходы для будущей сантехники.
 Водопровод из медных труб
Водопровод из медных труб
Выбор видов и размеров труб: отожженные и неотожженные, с резьбой 3/8 или 3/4, со стенками различной толщины: K, L, M. От подобных деталей может зависеть вес медной трубы, а значит, и всей конструкции водопровода в целом, однако суть монтажа в целом не изменится.
Выбор технологии соединения медных труб: пайка или отжимные фитинги. Выбор всегда за потребителем, но коротко отметим: надежность соединения отжимных фитингов не отличается высокими показателями.
Оно требует постоянного контроля, а фитинги – систематической подтяжки, тогда как паять медные водопроводные трубы – значит обеспечить им долговременную и непременную герметичность.
Главное отличие – это способ соединения медных труб с помощью мягкого припоя: оно требует определенных навыков и оборудования.
Технология пайки мягким припоем
Перед тем, как паять медные трубы, необходимы несколько слов теории: если процесс пайки будет более осознанным, то и многие тонкости станут ясными по ходу выполнения работ.
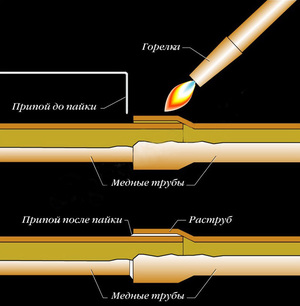
В быту и при монтаже водопроводных систем квартир используется так называемая «низкотемпературная», «мягкая» пайка: места пайки нагреваются до 250-300 С, что позволяет мягкому припою (обычно олову) расплавиться, однако эти температуры опасны и для медных труб, поэтому воздействие должно быть направленным и недолговременным.
 Мягкий припой медных водопроводных труб
Мягкий припой медных водопроводных труб
Зачистка труб непосредственно перед пайкой – это не простая эстетическая манипуляция, а обязательное условие, которое позволяет избавиться от продуктов окисления на металле и максимально эффективно осуществить сцепление материалов.
При мягкой пайке возникает капиллярный эффект, при котором расплавленный припой мягкий для пайки медных труб ровно растекается по всей поверхности соединения независимо от того, в каком положении находится труба – горизонтальном или вертикальном.
Рекомендуемый зазор между стенками трубы и фитинга строго установлен – 0,1-0,15 мм: большее расстояние требует большего количества припоя или вообще не даст капиллярного эффекта, меньшая – создаст излишнее препятствие для растекания припоя.
Инструменты и материалы для монтажа медных труб своими руками
горелка для пайки медных труб – ключевое оборудование для пайки. Существует многообразие видов горелок, выбор желательно остановить на газовой горелке с пьезоподжигом и насадкой для регулировки пламени.
- Припой для пайки медных труб – обычно это олово в виде прутков или катушек проволоки.
- Флюс для пайки медных труб – это паста, которой покрывают поверхность труб и фитинга для того, чтобы она растворила оксидные пленки на поверхности соединяемых деталей, защитила медь от окисления в результате нагревания и обеспечила увлажнение поверхностей в момент растворения припоя.
- Труборез для медных труб – инструмент для резки медных труб
труборасширитель для медной трубы – инструмент для увеличения диаметра медных труб при вмонтировании деталей одна в другую. - Фаскосниматель – инструмент для снятия фаски, избавления материала от возможных заусенцев.
- Фитинги – соединительные детали различных конфигураций.
- Ершик и щетка стальные для чистки внутренней и внешней сторон фитингов и труб.
 Инструменты, необходимые для пайки медных труб своими руками
Инструменты, необходимые для пайки медных труб своими руками
Оборудование для пайки медных труб не отличается дороговизной и исключительностью. Зато потребует некоторых усилий для того, чтобы получить уверенные навыки по его использованию: желательно потренироваться на обрезках труб для того, чтобы разобраться с тонкостями технологии и методов.
Пошаговая инструкция соединения мягким припоем медных труб
Это важно: край трубы и сама труба должны быть идеально прямыми и ровными – от этого зависит качество соединения деталей, поэтому для разрезания труб желательно пользоваться труборезом.
Шаг 1. С помощью труборасширителя увеличить диаметр фитинга, с помощью фаскоснимателя – зачистить края трубы.
Шаг 2. Щеткой отполировать внешнюю часть трубы, ершиком – внутреннюю часть фитинга.
Шаг 3. Специальной кисточкой нанести на трубу и фитинг пасту для пайки медных труб – флюс – и сразу же соединить детали, не допуская попадания любого вида загрязнений или инородных предметов.
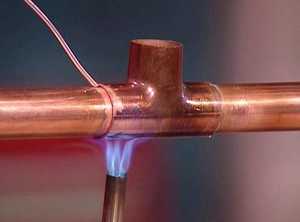
Шаг 4. Газовой горелкой для пайки водопроводных медных труб аккуратно нагревать соединение, действуя по всей поверхности. Показатель хорошего нагрева – изменение цвета флюса для пайки.
 Процесс пайки медной водопроводной трубы
Процесс пайки медной водопроводной трубы
Шаг 5. Прекратив нагревание соединяемых поверхностей, наносить припой для пайки медных труб по всему периметру соединения. Огнем горелки нельзя задевать проволоку припоя: олово должно плавиться на медной поверхности от её высокой температуры без прямого воздействия огня.
Шаг 6. Дождаться естественного и полного охлаждения детали – без дополнительных средств для быстрого охлаждения.
Шаг 7. Обязательно удалить остатки флюс-пасты с поверхности влажной тряпкой. Её воздействие необходимо только во время пайки: она разрушает защитный слой медных деталей.
Шов на месте сцепления деталей должен быть ровным и плотным. Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды.
 Внешний вид правильно спаянной медной трубы
Внешний вид правильно спаянной медной трубы
Монтаж медных труб с трубами из других материалов
Есть несколько важных моментов, связанных с возможностями монтажа медных труб с трубами из других материалов:
- Соединения меди и латуни, меди и пластика и меди и стали неопасны и не вызывают коррозии материалов.
- Установка оцинкованной стали и меди может отрицательно сказаться на состоянии трубы из оцинкованной стали: химические процессы между медью и цинком приводят к разрушению цинка.
Поэтому если есть необходимость соединения оцинкованной и медной труб, то оно возможно только через латунный фитинг и только в одном направлении: по течению воды от оцинкованной трубы в медную.
 Коррозия оцинкованной трубы при неправильной пайке с медной
Коррозия оцинкованной трубы при неправильной пайке с медной
Для бытового водопровода в России это возможный выход: почти всегда центральный водопровод использует сталь или оцинкованную сталь, поэтому медную сантехнику в квартире можно приобретать без сомнений.
Медные трубы соединяются со стальными или пластиковыми только при помощи отжимных фитингов из латуни. Основной крепеж системы осуществляется через зажимную гайку и зажимное кольцо фитинга: они закручиваются на стандартное число оборотов, прописанное в технической документации фитинга, и обязательно регулярно проверяются в период эксплуатации на наличие ослаблений и возможных протечек.
Мифы о медных трубах
Ввиду отсутствия привычки к меди в качестве материала для систем отопления, водо- и газоснабжения, у современных российских потребителей есть недоверие к этому материалу. Существуют два мифа:
- Водопроводные медные трубы дороги и непрактичны, несмотря на высокую цену. Непрактичность связывают с возможным окислением на внешней стороне труб, тогда как изнутри медные трубы окисляются тоже, однако коррозии неподвержены абсолютно. Более высокая стоимость медных труб с лихвой может покрыться простотой монтажа и долговечностью материалов.
- Медные трубы опасны в сочетании с хлорированной водой. Несомненно, медь, вступая в реакцию с частичками хлора, окисляется, однако образующаяся внутри труб пленка, наоборот, бережет трубы от дополнительных химических воздействий и безопасна для человеческого организма.
Однако эти мифы разрушаются многолетней практикой. Неслучайно этот материал использовали в водопроводных системах еще несколько тысячелетий назад, и до сих пор в странах Европы медь пользуется заслуженным признанием.
 Использование медных труб для домашнего водопровода абсолютно безопасно
Использование медных труб для домашнего водопровода абсолютно безопасно
Благодаря качеству материалов и удобству монтажа, медные трубы для системы домашнего водоснабжения наиболее предпочтительны, и обязательно будут находить новых почитателей в России.
Как правильно паять медные трубы своими руками: видео
Пайка медных труб своими руками при помощи газовой горелки
 Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
 долговечность эксплуатации;
долговечность эксплуатации;- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
 долговечность эксплуатации;
долговечность эксплуатации;Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
- Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
 Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
 Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
 При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
 Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Недопустимые ошибки
 Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
Originally posted 2018-03-28 15:01:27.






