- Как правильно паять трубы отопления?
- Виды труб для отопительных систем
- Способы пайки
- Как варить трубы из полипропилена (инструкция)
- Меры безопасности
- Секреты качественной сварки труб
- Разнообразие видов пайки
- Капиллярный
- Диффузионный
- Контактно-реакционный
- Реакционно-флюсовой
- Пайка-сварка
- В печах
- Применение индукции и сопротивления
- Погружение в ванну
- Радиационный метод
- Горелка и паяльник
- Вакуумный
- Селективный
- Температурный режим и материалы
Как правильно паять трубы отопления?
Автономную систему отопления выгодно монтировать из пластиковых материалов. Так поступает большинство индивидуальных застройщиков. Современные трубы и фитинги из полипропилена отлично выдерживают нагрузки, их можно недорого купить и самостоятельно смонтировать.

Однако, чтобы работа была качественной, а коммуникации работали исправно, необходимо правильно выбрать материал, а также знать, как паять трубы отопления и соблюдать инструкцию по технике безопасности.
Виды труб для отопительных систем
Для монтажа систем отопления подходят традиционные металлические трубы и полимерные, с некоторыми оговорками по условиям их эксплуатации.
Виды труб для отопительных систем:
- Стальные. Стальная труба без специального защитного покрытия в отопительных системах используется повсеместно в многоквартирных домах. Сталь хорошо выдерживает тепловые нагрузки, повышенное давление в магистрали. Недостатком является их подверженность коррозии. В условиях агрессивных добавок, применяемых в промышленных теплосетях, сокращает их срок службы значительно. Для индивидуальных застройщиков стальные материалы представляют трудность в плане самостоятельного монтажа.
- Оцинкованные стальные коммуникации. Оцинкованные материалы более долговечны, чем стальные необработанные. Но и стоимость их выше.
- Медные. Эти материалы можно назвать аристократами в строительстве отопительных систем. Медные трубы и фитинги долговечны, но дорогостоящи. Их монтаж требует специальных навыков.
- Нержавеющая сталь. Трубы из нержавейки относятся к дорогостоящим материалам. Они долговечны, надежны в эксплуатации, то требуют специальных навыков для монтажа трубопровода.
- Металлопластик. Это легкие материалы, удобные для монтажа. В системах отопления используются редко, поскольку в подобных условиях эксплуатации имеют небольшой срок службы.
- Полимерные материалы. Для отопления используют трубы из полипропилена. Это недорогие коммуникации, которые при желании может смонтировать непрофессионал. Трубы не подвержены коррозии. При качественной сборке коммуникации из полипропилена служат десятилетия. Недостатком их является ограничение допустимой температуры теплоносителя и давления в системе. Однако для бытовых, автономных систем отопления трубы из полипропилена подходят идеально.

Обратите внимание! К общим недостаткам металлических коммуникаций можно отнести их высокую теплопроводность. Это свойство металла значительно увеличивает потери тепла при транспортировке теплоносителя.
Трубы отопления из полипропилена лишены многих недостатков металла. Процесс их соединения называется пайкой или сваркой.
Для монтажа пластика потребуется специальный инструмент, подробная инструкция о том, как паять трубы отопления. Работа не представляет сложности. После некоторой тренировки качественное соединение выполнит и непрофессионал.
Способы пайки
Существует 3 способа соединения пластиковых труб и фитингов, два из которых термические:
- Диффузионная сварка при помощи специального паяльника. Основана на процессе молекулярной диффузии (смешивания) органических полимерных материалов при нагревании их до температуры плавления.

- Диффузионная сварка с использованием специальных электрофитингов. Основа процесса аналогична первому способу. Отличие заключается в технологии – здесь требуются специальные, дорогостоящие фитинги с вживленными электродами. Электрофитинги позволяют смонтировать систему отопления без использования паяльника.
- Химическая сварка (холодный способ соединения пластиковых деталей). Холодная сварка основана на химическом «расплавлении» полипропилена. Детали смазывают специальным составом и соединяют.



Обратите внимание! Для монтажа системы отопления подходят только первые два способа пайки. Холодная сварка не дает достаточной прочности соединения для монтажа отопительных систем.
Схематично процесс пайки можно описать следующим образом:
- конец трубы отопления и фитинг нагревают;
- соединяют в нагретом состоянии;
- удерживают в требуемом положении до остывания.
Результатом является крепкое, на уровне молекул, соединение деталей. В результате правильно проведенной пайки, мастер получает цельное соединение, которое при разрезе не имеет видимых границ стыковки.
Как варить трубы из полипропилена (инструкция)
Для работы вам понадобятся следующие инструменты:
- Паяльник для полипропиленовых материалов. Это специальный прибор, который работает от электросети. На паяльнике имеется нагревательный элемент в виде пластины (мечевидный) или трубки (цилиндрический). Конфигурация аппарата значения для качества пайки не имеет. На нагревательный элемент паяльника закрепляют насадки, которые соответствуют диаметру труб отопления (от 16 до 32 мм). Достаточная мощность для бытового использования от 800 до 1200 Ватт.
- Ножницы для пластика или ножовка для разрезания труб.
- Шейвер для снятия фаски или острый нож для зачистки края заготовок.
- Линейка, маркер, угольник для разметки.
Предварительный этап включает создание плана и чертежа будущей системы отопления. Далее нарезают трубы необходимого размера. Пайку проводят поэтапно, собирая отдельные узлы коммуникации на горизонтальной поверхности. После, готовые участки собирают в единую систему.
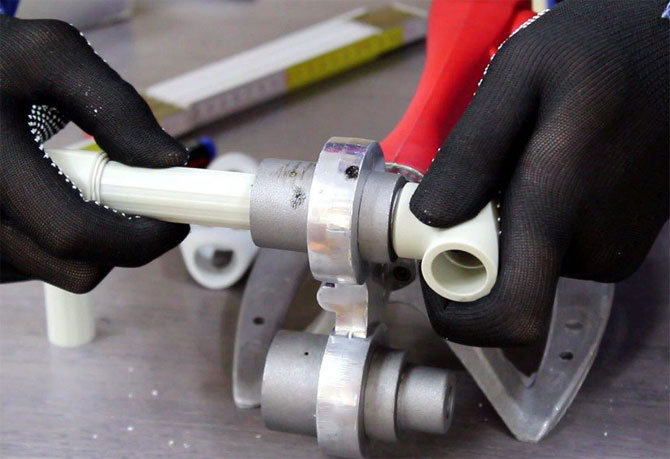
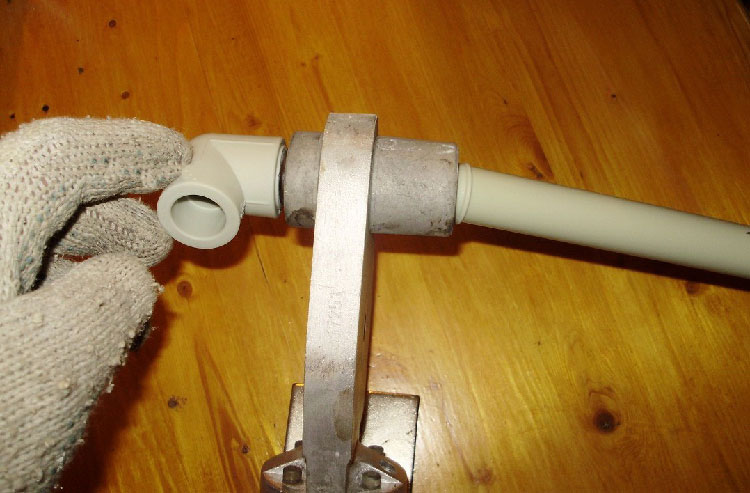
Пошаговая инструкция проведения пайки труб отопления:
- Паяльный аппарат устанавливают на полу, закрепляют на нем насадки нужного диаметра, включают в сеть.
- Дожидаются, когда паяльник наберет нужную температуру (для полипропилена 260 градусов). Одновременно надевают на одну насадку фитинг, во вторую вставляют конец трубы. Предварительно на трубе делают метку глубины пайки.
- Выдерживают детали необходимое время, оно зависит от диаметра соединяемых частей.
- Одновременно, двумя руками снимают нагретые детали и соединяют их между собой.
- Держат неподвижно до отвердевания полимера.
Обратите внимание! Для удержания паяльника удобно его зажимать между колен, расположившись соответственно на полу.
Паять трубы отопления из полимерных материалов достаточно просто. Главное делать все операции по инструкции одновременно, быстро и точно.
В процессе работы паяльник из сети не выключают.
Таблица времени нагрева, остывания деталей в зависимости от их диаметра. Данные временные интервалы даны для температуры воздуха при пайке в 20 градусов тепла. Если температура окружающей среды отличается, то потребуется коррекция времени.
| Диаметр материалов | Интервал нагрева (в сек.) | Интервал сварки (в сек.) | Интервал остывания (в сек.) |
|---|---|---|---|
| 16 | 5 | 6 | 3 |
| 20 | 5 | 6 | 2 |
| 25 | 7 | 10 | 2 |
| 32 | 8 | 10 | 4 |
Меры безопасности
При работе с нагревательным аппаратом необходимо соблюдать меры индивидуальной защиты:
- Паяльник должен быть установлен на горизонтальной поверхности в свободном от материалов месте.
- На мастере должны быть обязательно защитные перчатки (для работы с горячими инструментами), удобная спецодежда.
- Не следует наклоняться над плавящимся пластиком, поскольку в процессе выделяются вредные пары.
- Помещение должно быть относительно чистым. Рабочая поверхность — свободной от пыли, мусора.
- Соединение вилки паяльника с сетью должно быть плотным, шнур свободным.
Предварительный прогрев сварочного инструмента проводят 20 минут, если на нем нет соответствующего индикатора.
Секреты качественной сварки труб
Для того, чтобы пайка труб отопления была качественной, а соединение безупречным, необходимо знать небольшие секреты этого процесса:
- Труба не должна входить в фитинг в холодном состоянии.
- Операцию по насадке деталей на паяльник проводят одновременно, с нажимом, но без подкручивания.
- Соединение деталей проводят без лишнего нажима и без прокручивания.
- Детали удерживают в фиксированном состоянии до полного остывания.
- Результатом качественного соединения является равномерный наплыв пластика по диаметру трубы около фитинга.
Если вы собираетесь паять трубы отопления впервые, то приобретите пару дешевых фитингов и некоторый запас трубы. Предварительно потренируйтесь, чтобы почувствовать и понять физические качества холодного и расплавленного материала. Для самоконтроля разрежьте ваше соединение, посмотрите на качество пайки изнутри.
Разнообразие видов пайки
Пайка металлов появилась задолго до изобретения электрической сварки. Ее использовали в Древнем Риме и Вавилоне, о чем говорят археологические раскопки.
За это время технологии усовершенствовались, и появились новые виды пайки, в которых для нагрева металла используется электрический ток, пламя газовой горелки, энергия лазера или иные источники тепловой энергии.
Капиллярный
 Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Припой расплавляют, он нагревается и заполняет собой пространство между двумя подготовленными деталями. Смачивание поверхности деталей и удержание припоя происходит во многом благодаря эффекту капиллярности.
Капиллярный вид пайки распространен в быту и на различных производствах. Для его проведения потребуется паяльник или горелка. По сути, любой вид пайки можно считать в определенной мере капиллярным, поскольку в каждом присутствует капиллярное смачивание поверхностей заготовок жидким припоем.
Диффузионный
Этот вид паяния отличается от остальных длительностью процесса, поскольку на диффузию требуется время.
 Припой внутри зоны шва выдерживается при определенной температуре дольше, чем, скажем, при обычном капиллярном виде пайке. Соединение двух заготовок происходит за счет диффузии припоя и спаиваемых металлов.
Припой внутри зоны шва выдерживается при определенной температуре дольше, чем, скажем, при обычном капиллярном виде пайке. Соединение двух заготовок происходит за счет диффузии припоя и спаиваемых металлов.
Сам процесс диффузии заключается в проникновении молекул одного вещества в структуру другого вещества. Спайка происходит на молекулярном уровне и дает возможность получить более прочный шов.
Диффузионный вид требует строго соблюдения температурного и временного режима. Температура нагрева в зоне пайки всегда выше, чем температура плавления припоя.
Контактно-реакционный
 Вид пайки под названием «контактно-реакционный» или «реактивный» означает процесс сплавления при контакте двух деталей из разных металлов.
Вид пайки под названием «контактно-реакционный» или «реактивный» означает процесс сплавления при контакте двух деталей из разных металлов.
Происходит фазовый переход металла из твердого в жидкое состояние с последующим отвердением и сплавлением. Часто такое соединение осуществляют через тонкую прослойку, которая нанесена на одну из заготовок гальваническим или иным способом.
Используются легкоплавкие материалы – эвтектики. Так можно соединить серебро и медь, где между деталями будет образован медно-серебрянный сплав. Проводят пайку олова и висмута, серебра и бериллия, графита и стали.
Можно спаивать алюминий с другими материалами через прослойку меди или кремния. Соединение получается прочным, время пайки занимает доли секунд.
Реакционно-флюсовой
 В основе реактивно-флюсового вида пайки лежит химическая реакция, при которой из флюса при соединении с металлом образуется припой. Это хорошо видно, когда между собой соединяются алюминиевые детали.
В основе реактивно-флюсового вида пайки лежит химическая реакция, при которой из флюса при соединении с металлом образуется припой. Это хорошо видно, когда между собой соединяются алюминиевые детали.
Для их стыковки применяется флюс на основе хлористого цинка. При нагреве цинк начинает взаимодействовать с алюминием, превращаясь в металлический припой.
Он заполняет собой все пространство зазора, делая место зоны пайки прочным соединением. При этом очень важно точно соблюсти пропорции наносимого флюса. Его должно быть много, чтобы чистый цинк в необходимом количестве мог выделиться из флюсового порошка.
Иногда при этом виде пайки приходится добавлять цинковый припой в небольших количествах, как дополнение к основному процессу. Обычно это делают, если две заготовки соединяются внахлест.
Пайка-сварка
Такое название технология получила потому, что сам процесс очень сильно напоминает сварку металла с присадочным материалом (проволокой или порошком).
Но в данном случае вместо присадки используется припой. Этот вид чаще всего используют для того, чтобы заделать дефекты и изъяны на поверхностях металлических деталей (литых).
Сам процесс можно проводить разными способами:
- пайка в печах;
- окунанием в ванну с жидким припоем;
- сопротивлением с помощью электрического тока;
- индукционным способом;
- радиационным;
- с помощью паяльников и газовых горелок.
Некоторые виды появились сравнительно недавно, еще исследуются и дорабатываются.
В печах
 Первый вариант обеспечивает равномерное распределение припоя по дефектным участкам детали и равномерное прогревание, что особенно важно, когда приходится паять крупногабаритные заготовки со сложной конфигурацией.
Первый вариант обеспечивает равномерное распределение припоя по дефектным участкам детали и равномерное прогревание, что особенно важно, когда приходится паять крупногабаритные заготовки со сложной конфигурацией.
При этом разогрев в печи может проходить одним из многих существующих способов, начиная от нагрева пламенем, и до сложно технологических процессов, таких как индукция, электросопротивление.
Конструкция самих печей отличается друг от друга лишь подами, на которые укладывают паяемые заготовки. Для крупных деталей используются печи, в которых под не движется, а для маленьких – подвижные в виде конвейеров на роликах.
Главная задача этого вида пайки – создать внутри печи специальную газообразную субстанцию. Пайка в печах может быть полностью механизирована, что ведет к повышению производительности труда. А для производств с массовым выходом готовой продукции это идеальный вариант.
Применение индукции и сопротивления
Что касается индукционного вида, то для него используют токи высокой частоты. Электричество пропускается через спаиваемые детали, отчего они и нагреваются.
 Здесь реализуются два способа пайки: стационарная и с перемещением детали или индуктора. В случае соединения крупногабаритных заготовок используется вторая технология.
Здесь реализуются два способа пайки: стационарная и с перемещением детали или индуктора. В случае соединения крупногабаритных заготовок используется вторая технология.
Способ пайки сопротивлением чем-то схож с индукционным видом. Просто в этой технологии ток пропускается и через заготовки, и через паяльный элемент. То есть, соединяемые детали становятся частью электрической цепи.
Проводят такой процесс в электролитах или в специальных контактных машинах, действие которых очень похоже на стандартную электросварку. Контактные машины обычно используются в производствах, где необходимо паять между собой изделия из тонкого листового металла.
Пайка же в электролитах используется сегодня не часто за счет сложности настройки параметров технологического процесса. Ведь процесс проходит по принципу теплового эффекта, возникающего между катодом (спаиваемые детали) и анодом.
Вокруг заготовок образуется водородная оболочка, у которой очень высокое электрическое сопротивление. Отсюда и выделение большой тепловой энергии.
Погружение в ванну
 Пайка с погружением проводится или в среде расплавленного припоя или в массе специальных солей. Последний вид пайки – это быстро проводимая операция за счет непосредственного нагрева заготовок от солей, которые выполняют функции и нагревательного элемента, и флюса. Что касается погружения в припой, то необходимо отметить возможность полного или частичного погружения.
Пайка с погружением проводится или в среде расплавленного припоя или в массе специальных солей. Последний вид пайки – это быстро проводимая операция за счет непосредственного нагрева заготовок от солей, которые выполняют функции и нагревательного элемента, и флюса. Что касается погружения в припой, то необходимо отметить возможность полного или частичного погружения.
Радиационный метод
 Радиационный вид пайки производится за счет мощного светового потока, который формируется кварцевой лампой, лазером или катодным расфокусированным лучом.
Радиационный вид пайки производится за счет мощного светового потока, который формируется кварцевой лампой, лазером или катодным расфокусированным лучом.
Технология появилась относительно недавно, но показала, что таким способом можно достигать высокого качества пайки двух металлических заготовок. К тому же появилась реальная возможность контролировать процесс и по степени нагрева, и по временным срокам. При этом лазер удаляет оксидную пленку с припоя и с металла, что гарантирует высокое качество паяного шва.
Газовая оболочка в зоне соединения, образорванная за счет нагрева металлов, дает возможность при соединении не использовать флюсы. Поэтому, когда сегодня говорят о пайке без флюса, подразумевают лазерную технологию.
Горелка и паяльник
 Что касается пайки горелками, то чаще всего применяются две технологии, которые, по сути, ничем не отличаются одна от другой. Происходит просто нагрев двух деталей и припоя, уложенного между ними в зазор.
Что касается пайки горелками, то чаще всего применяются две технологии, которые, по сути, ничем не отличаются одна от другой. Происходит просто нагрев двух деталей и припоя, уложенного между ними в зазор.
В первом способе – за счет сгорания газа, во втором – за счет образования плазмы (это сгораемый газ, который движется тонкой струей с большой скоростью). Необходимо отметить, что способ с газовыми горелками считается универсальным.
Горелки, испускающие поток плазмы, работают при высоком температурном режиме. А это позволяет паять между собой детали из титана, молибдена, вольфрама и прочие тугоплавкие материалы.
Сложность этой технологии заключается в том, что настроить электрическую дугу под определенную температуру нагрева (до определенной точности) практически невозможно.
Пайка паяльником используется давно. Если еще 5-10 лет назад можно было говорить только об электрических приборах или нагреваемых от огня, то сегодня предложений куда больше.
Хотелось бы отметить паяльники, работающие от ультразвука. То есть, сам ультразвук имеет отношение к процессу пайки лишь с позиции разрушения оксидной пленки.
Поэтому и появилась возможность паять различные металлы в воздушном окружении без флюсовых материалов. Непосредственно пайка происходит от нагрева припоя.
Вакуумный
 Пайка в вакууме и сегодня еще используется не всегда и не везде. Сложность данного вида заключается в том, что необходимо в зоне паяния создать разряженную атмосферу без воздуха.
Пайка в вакууме и сегодня еще используется не всегда и не везде. Сложность данного вида заключается в том, что необходимо в зоне паяния создать разряженную атмосферу без воздуха.
Как известно, присутствующий в воздухе кислород является причиной образования оксидной пленки, которая покрывает собою металлические заготовки и припой.
Пленка очень тугоплавка, при пайке теряются температурные градусы для нагрева соединяемых деталей. Поэтому все ученые до сих пор и ищут способы, как удалить оксидное покрытие или провести процесс без него. Пайка в вакууме – один из таких вариантов.
Препятствуют внедрению вакуумного вида в производство такие факторы:
- низкая производительность процесса, потому что приходится нагревать каждую отдельную деталь;
- таким способом можно паять лишь заготовки небольших размеров;
- сложность создания станков и дополнительного оборудования;
- сложность проведения процесса пайки.
Однако если говорить о космосе, где отсутствует атмосфера, то вакуумный вид считается весьма перспективным.
Селективный
Нельзя сказать, что селективный вид пайки принципиально отличается от капиллярного. Точно также в нем применяют припой и нагрев. Но расплавляют припой только в выборочных местах (локальных точках), на которые планируется прикрепить элементы.
Селективную пайку применяют в основном для изготовления плат и выводов штыревых компонентов. Она схожа с волновым методом, применяемым для пайки smd-чипов.
Установка селективной пайки – оборудование, относящееся к категории полуавтоматов. Оно не дешевое, но экономит расходные материалы почти в десять раз, по сравнению с волной, поэтому распространяется все шире и шире.
Температурный режим и материалы
 Классификация процессов пайки основывается на методах проведения операций, условиях, при которых получают соединения, и на видах расходных материалов. Понятия и виды пайки подробно описывает ГОСТ 17325.
Классификация процессов пайки основывается на методах проведения операций, условиях, при которых получают соединения, и на видах расходных материалов. Понятия и виды пайки подробно описывает ГОСТ 17325.
Пайку называют высокотемпературной или твердой, если припой разогревается до температуры 450 ℃ и выше. В противном случае приходится иметь дело с низкотемпературным видом (мягким).
Для низкотемпературного вида применяют легкоплавкие припои. К ним относятся сплавы олова и свинца, висмута, галлия, индия. К тугоплавким принадлежат медно-серебряные, медно-цинковые припои.
В связи с повелением новых материалов и требований экологической безопасности, технологии пайки постоянно меняются. Свинцовые припои применяют все меньше, устанавливают дымоуловители, разрабатывают лазерное и ультразвуковое оборудование.
Немалую роль в развитии пайки играет внедрение роботизированных систем, позволяющих значительно ускорить работу.






