- Как правильно варить трубы отопления электросваркой — советы специалистов
- Разновидности сварных швов и соединений
- Несколько советов по выполнению качественной сварки
- Выбираем подходящие электроды
- Как выполнить правильный шов
- Особенности сварки поворотных и неповоротных стыков
- Как проверить надежность соединения
- Правила техники безопасности при сварке
- Как сваривать трубы отопления электросваркой
- О видах сварных швов на трубах
- Выбор подходящих электродов
- Подготовка к процессу сварки
- Особенности и рекомендации перед началом работ
- Технология электросварки трубопровода
- Правильная стыковка труб
- Пошаговая инструкция
Как правильно варить трубы отопления электросваркой — советы специалистов
В автономных системах отопления, где используется котел с высокотемпературным теплоносителем для соединения труб наиболее часто применяется электрическая сварка. Этот способ соединения стыков труб герметичный и надежный, что особенно важно при сильных термических нагрузках.

Разновидности сварных швов и соединений
Электросварка – способ соединения металлических фрагментов (профилей, труб) методом локального расплавления металла. Он нагревается до нужной температуры с помощью электрической дуги с помощью сварочного аппарата, преобразующего переменный ток в постоянный.
Электрическая дуга образуется на электроде – металлическом стержне. В области действия дуги создается особая среда, которая одновременно плавит металл, но не дает ему контактировать с воздухом и окисляться.

С помощью сварки можно создать герметичное соединение двух труб, при котором вероятность протечки, как при фланцевых или муфтовых стыках. Для этого важно выполнить качественный сварной шов путем сплавления металла на кромках обоих отрезков труб. Сварщики используют несколько основных типов швов, в зависимости от типа металла, толщины свариваемых элементов и их взаимного расположения:
- встык – наиболее распространенный способ сварки труб, при котором они располагаются друг напротив друга, соединяясь сечениями;
- в тавр – два фрагмента трубы располагаются перпендикулярно в форме буквы Т;
- угловое — детали располагаются относительно друг друга под углом 45 или 90 градусов;
- внахлест – один отрезок трубы развальцовывается и надевается поверх другого, затем сваривается.

Важно! Стальные трубы для системы отопления и водоснабжения свариваются встык или угловым соединением. Это дает наиболее надежный и прочный шов.
Кроме способа соединения, различают еще и несколько видов сварного шва, которые используются в тех или иных случаях:
- горизонтальный шов – выполняется при взаимном вертикальном расположении труб (чаще всего используется в установке систем водоснабжения и отопления);
- вертикальный – соединение выполняется при взаимном горизонтальном расположении труб, при котором мастер делает вертикальные движения электродом (снизу вверх, сверху вниз и т.д.);
- потолочный – во время сварки электрод находится под свариваемой деталью, сварщику приходится держать руку над головой;
- нижний – в противоположность потолочному, электрод находится сверху соединяемых деталей.
Самый удобный способ сварки – с помощью нижнего шва, при котором специалист хорошо видит рабочее поле и может поворачивать фрагменты труб для более быстрой и продуктивной работы.

Потолочный шов обычно не используется при обустройстве инженерной системы с нуля, т.к. этот способ достаточно неудобен (сварщик быстро устает, плохо видит рабочее поле, на него могут попадать капли расплавленного металла). Потолочный шов обычно используется для ремонта, когда изношенный или деформированный фрагмент трубы вырезается, а взамен ему приваривается новый.
Несколько советов по выполнению качественной сварки
Качество сварки зависит от правильной подготовке к сварным работам, выбору электродов и технологии процесса, который несколько отличается при соединении стыков.
Выбираем подходящие электроды
От того, какой электрод применяется для сварки, во многом зависит качество сварного шва. Он представляет собой тонкий металлический стержень с особым покрытием. Внутренняя часть электрода служит проводником для создания электрической дуги, а покрытие обеспечивает ее стабильность, а также участвует в создании сварного шва.
По типу сердцевины электроды делятся на плавящиеся и неплавящиеся. В первом случае в основе изделия находится стальная проволока, во втором – вольфрамовый, угольный или графитовый стержень.

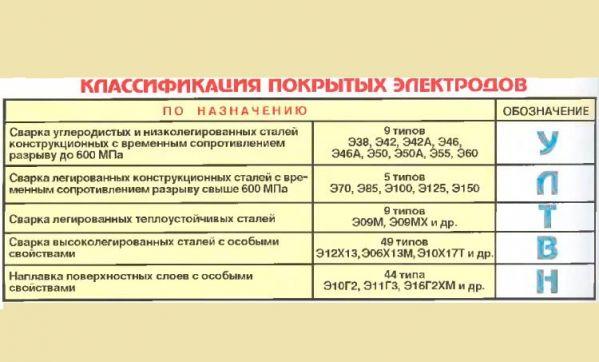
По типу защитного покрытия электроды делятся на:
- целлюлозные – маркировка «С» — используются для трудоемких и сложных сварочных работ с трубами большого диаметра, на протяженных технологических магистралях;
- рутилово-кислые – «RA» — наиболее используемый тип электрода для сварки инженерных сетей водоснабжения и отопления;
- рутиловые – «RR» — также могут использоваться для сварки труб водоснабжения и отопления, отличаются большей толщиной и лучшим качеством сварного шва;
- рутилово-целлюлозные – «RC» — дают более прочный шов при использовании вертикального способа соединения;
- универсальные – «В» — подходят для сварки труб различных диаметров и толщины, в широком температурном диапазоне.
Еще одна классификация электродов для сварки – диаметр стержня. От него зависит сила электрической дуги, способная справиться с трубопрокатом определенной толщины:
- 3 мм – электроды подходят для сварки труб толщиной до 5 мм;
- 4 мм – электроды позволяют сваривать толщиной до 10 мм, а также делать многослойные швы металла.
Внимание! Кроме толщины и материала изготовления электрода для качественной сварки нужно учитывать еще и силу тока, которая зависит от способа соединения труб. Например, для простого соединения встык подойдет дуга от 80 до 110 ампер, а для сварки внахлест потребуется переключить аппарат на 120 ампер.
Как выполнить правильный шов
Чтобы сделать качественный шов, необходима правильная подготовка трубы к сварке. Качество кромки труб является определяющим для прочного и герметичного шва.
Например, для сварки встык срез трубы должен быть строго под прямым углом. Перед началом работы его тщательно зачищают наждачной бумагой на 1 см от края трубы, затем удаляют масла, краски, металлической пыли и обезжиривают.
Техника сварки зависит от формы сечения, толщины и диаметра соединяемых труб. Простые круглые трубы для систем отопления свариваются простым непрерывным швом, двигая электрод вдоль поверхности трубы до тех пор, пока два фрагмента не будут полностью сварены.

Для относительно тонкого трубопроката (до 6 мм) подойдет двухслойный шов, при толщине от 6 до 12 мм применяется трехслойная сварка. Массивные и толстые фрагменты трубопровода соединяются четырьмя и более швами.
Швы выполняются поочередно, один за другим. Следующий шов можно начинать только после остывания предыдущего. Чтобы добиться качественного и красивого шва, нужно периодически снимать образующийся в месте сварки шлак, слегка постукивая по трубе молоточком.
Особенности сварки поворотных и неповоротных стыков
Для выполнения качественного поворотного стыка (там, где две трубы соединяются под определенным углом) можно использовать специальный вращатель, который фиксирует и обеспечивает максимально удобный доступ сварщику.
При отсутствии аппарата придется поворачивать трубу вручную, обрабатывая электродом участок сечения трубы 60-110 градусов.
При ручном выполнении поворотного стыка диаметр труб сначала проваривается на 2/4 с внешней стороны в два слоя, затем разворачивают и доваривают стык, используя все три-четыре слоя.
Неповоротный стык делать намного легче: совместить два фрагмента трубы и сделать несколько точек сварки (например, в виде воображаемого креста, или только с двух противоположных сторон). Варить трубу, начиная с нижней точки, двигая электрод к верхнему участку.
Как проверить надежность соединения
Герметичность сварки можно проверить только одним способом – пропустить через трубу воду или газ под давлением и проверить визуально на наличие протечек рабочей среды. Например, если выполняется сварка труб системы отопления, можно присоединить участок трубы к системе и наполнить ее водой. Если на участке сварного шва не покажутся капли воды, сварка выполнена качественно.
Правила техники безопасности при сварке
Процесс сварки с помощью электрического тока несет в себе три потенциальных опасности:
- получение электротравмы при соприкосновении с проводами или электродами под напряжением;
- ожог кожи расплавленным металлом;
- ожог сетчатки глаза дуговой вспышкой.

Чтобы избежать нежелательных последствий, стоит позаботиться об электроизоляции: использовать специальные резиновые коврики и галоши, заземлить сварочный аппарат, изолировать токопроводящие жилы.
Важно использовать средства индивидуальной защиты – специальные перчатки, а также защитный шлем или щиток для лица.
Как сваривать трубы отопления электросваркой
Как в промышленных, так и в домашних условиях часто требуется сварка труб. Несмотря на широкое применение пластиковых изделий, металлические конструкции все еще монтируются. Для создания качественных соединений нужно правильно выбрать способ обработки, вид оборудования и расходного материала.

О видах сварных швов на трубах
При соединении коммуникационных линий данным способом используют следующие варианты установки элементов металлоконструкции:
- Размещение отрезков труб встык. Края в описываемом случае располагают противоположно друг другу.
- Тавровое соединение. При такой технологии отрезки размещают перпендикулярно, формируя подобие буквы «Т».
- Внахлест. В этом случае торец одной трубы развальцовывают, после чего надевают на край другой.
- Угловая стыковка. 2 элемента размещают под острым или прямым углом по отношению друг к другу.
При сварке труб отопления электросваркой формируют такие типы швов:
- горизонтальные, с вертикальным размещением соединяемых деталей;
- потолочные, с установкой электрода в нижней части обрабатываемого участка, над головой сварщика;
- вертикальные, расположенные на стояках трубопровода;
- нижние, при которых сварочный стержень устанавливают над обрабатываемыми краями.

При сварке стальных труб отрезки монтируют только встык. Шов проваривают на всю толщину металла.
Выбор подходящих электродов
Для сварки металлических изделий требуется расходный материал. От его качества зависит надежность швов, герметичность трубопровода. Электрод представляет собой металлический стержень, покрытый специальным составом. Он поддерживает устойчивую электрическую дугу, участвует в формировании сварного соединения.
Стержни классифицируют по типу сердцевины и внешнего покрытия.
На основании первого признака выделяют такие виды расходных материалов:
- С неплавкой сердцевиной. Для изготовления стержня используют вольфрам, уголь или графит.
- С плавящейся вставкой. Сердцевина представляет собой проволоку, сечение которой выбирают в зависимости от технологии сварки.

На основании типа покрытия электроды делятся на следующие группы:
- С целлюлозной оболочкой (C). Стержни применяют при сварке труб большого диаметра, например, при монтаже водо-, газо-, нефтепроводов.
- С рутилово-кислотным (RA) покрытием. Изделия используют для получения аккуратных сварных швов. Под воздействием электрической дуги соединение покрывается тонким слоем шлака, легко удаляемым механически. RA-электроды используют при прокладке систем отопления и водоснабжения.
- С рутиловым покрытием (RR). При использовании таких стержней получают равномерные швы. Образующийся при работе шлак легко снимается. Стержни этого типа применяют при создании угловых стыков, наваривании дополнительного слоя.
- С рутилово-целлюлозной оболочкой (RC). Такие электроды позволяют соединять элементы трубопровода, лежащие в любой плоскости. Они часто применяются при создании протяженных вертикальных швов.
- С основным покрытием (B). Универсальные стержни используются при сварке любых металлических конструкций, эксплуатирующихся в экстремальных условиях. Соединение не трескается, не разрушается со временем.
Подготовка к процессу сварки
Перед скреплением трубы приводят в соответствие требуемым условиям. Для начала оценивают такие технические характеристики:
- диаметр;
- толщину стенок по всей протяженности;
- химический состав (информацию получают лабораторными методами или из технической документации).
При соответствии параметров установленным нормам приступают к подготовке, включающей следующие этапы:
- проверку ровности срезов торцевых частей;
- очищение свариваемых поверхностей до металлического блеска;
- удаление лакокрасочного покрытия, обезжиривание.
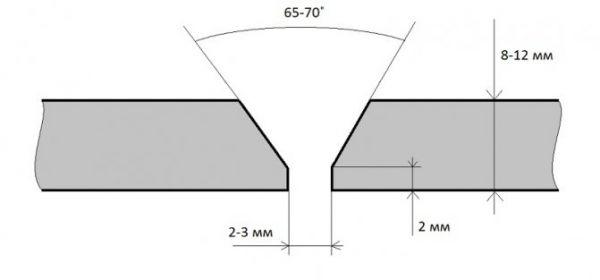
Важная часть подготовительных работ – правильная подгонка торцов.
Рекомендованный угол раскрытия кромки – 65°.
Притупление должно составлять не более 2 мм. Таких показателей добиваются путем дополнительной обработки срезов шлифовальной машиной или торцевателем. При сварке труб большого диаметра применяют фрезерные станки.
Особенности и рекомендации перед началом работ
При подготовке к сварке трубопровода изучают следующие моменты:
- Выбор полярности – зависит от материала изготовления и толщины стенок свариваемых элементов, типа электродов. Нужную информацию можно найти в руководстве по применению стержней.
- Толщина расходного материала – влияет на силу тока, задаваемую при настройке сварочного аппарата. Рассчитывают эту величину, умножая сечение стержня на 30-40.
Строгих требований к скорости сварки не предъявляется. Однако дугу не стоит долго держать в замковой точке. Края прогорят, из-за чего придется заново срезать и зачищать их.
Перед началом работы собирают стыки трубопровода.
Технология электросварки трубопровода
Чтобы надежно соединить две трубы, нужно правильно состыковать их. Затем сформировать сварной шов выбранным методом.
Правильная стыковка труб
Этот этап сварочных работ выполняют следующим образом:
- Элементы трубопровода закрепляют в тисках или другом устройстве, устанавливая их встык или внахлест. Место соединения прихватывают электродом в нескольких местах. При формировании 2 точек их размещают на разных сторонах окружности.
- Если предусмотрена единственная «прихватка», начинают приваривать стык с противоположной области.
Пошаговая инструкция
Ровно установив элементы, приступают к процессу сварки. Его проводят так:
- Настраивают параметры работы аппарата в соответствии с выбранным способом сварки труб.
- Возбуждают электрическую дугу. Для этого касаются электродом металлической поверхности.
- Формируют сварной стык. Чтобы понимать, как правильно варить трубы отопления, нужно разбираться в типах швов. Вариант выбирают после начала сварки. Направления движений зависят от конфигурации трубопровода, материала его изготовления, профессиональных навыков сварщика. Соединение должно начинаться и заканчиваться в одной точке.
После завершения работы со швом удаляют шлак, имеющий вид наплыва. После этого осуществляют пробный пуск коммуникационной линии, оценивая качество сварки.






