Технология монтажа трубопроводов водопровода
Технология монтажа трубопроводов водопровода из индустриальной заготовки
Стальные трубопроводы, прокладываемые по подвалу и по помещениям, соединяются на сварке и на резьбе (рис.1, 2). При соединении черных труб широко применяется газовая ацетиленовая и ручная электродуговая сварка. При соединении оцинкованных труб применяют резьбовые соединения.

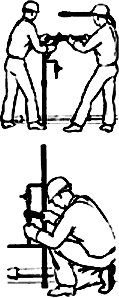

Рис.1. Прокладка трубопроводов внутреннего водопровода на сварке
Рис.2. Прокладка трубопроводов внутреннего водопровода на резьбе
Рис.3. Монтаж укрупненных узлов (блоков) систем водоснабжения и канализации:
1— компенсационный патрубок; 2— вертикальный блок; 3— горизонтальный блок; 4— места соединения блоков; 5— тройник
Трубопроводы диаметром до 40 мм крепятся к строительным конструкциям, как правило, хомутами, при больших диаметрах с помощью кронштейнов или подвесок. Магистральные трубопроводы допускается прокладывать по кирпичным и бетонным опорам.
Монтаж трубопроводов водопровода в основном выполняется из индустриальной заготовки — узлов и деталей, изготовленных на заготовительных мастерских. Заготовки доставляются на объекты в контейнерах или ящиках и имеют сопроводительную документацию. К каждому контейнеру (ящику) прикрепляется табличка с маркировкой упакованных заготовок, которая определяет принадлежность данной заготовки к определенному объекту и системе. Марка имеет три цифры. Первая обозначает объект или номер заказа на изготовление, вторая — чертеж, согласно которому монтируется данный узел (заготовка), третья — номер эскиза данной заготовки, например: 48-18-1 или 48-18/1. Качество заготовки проверяется внешним осмотром и контрольным обмером.
При применении заготовок, подводки холодного и горячего водопровода к раковинам, мойкам, умывальникам и ваннам собираются на заготовительных предприятиях в единую гребенку (узел) и в таком виде доставляются на объект.
При этом весь процесс монтажа подводок сводится к определению их проектного положения, креплению к стене и установке водоразборной арматуры. Водоразборная арматура укомплектовывается маховиками или ручками.
Если при монтаже используются санитарно-технические блоки (рис.3), то монтаж сводится к стыковке и соединению между собой трубопроводов водоснабжения и канализации, смонтированных в блоках.
9. Требования и рекомендации при монтаже трубопроводов водопроводной сети
Монтажное положение стояка
Особенности монтажа горячего водопровода
В процессе производства монтажных работ следует соблюдать ряд рекомендаций и требований:
— трубопроводы следует прокладывать с уклоном 0,002-0,005 в сторону водоразборной арматуры;
— все соединения должны располагаться вне стен, перегородок и перекрытий;
— разъемные соединения в виде сгонов следует располагать в удобных для монтажа местах. На водопроводных стояках они устанавливаются в их нижней части после отключающего вентиля. На разводящих трубопроводах сгоны устанавливаются после отключающих вентилей, после вентилей на подводках к смывным бачкам и писсуарам, а также на подводках к приборам и оборудованию;
— в низших точках системы предусматриваются пробки для опорожнения;
— при открытой прокладке стояков отклонение от вертикали не должно превышать 2 мм на 1 м их длины. Крепление стояков следует располагать на высоте 1,5-1,8 м от уровня чистого пола;
— при открытой прокладке в жилых домах и общественных зданиях стояков и разводок систем холодного и горячего водоснабжения расстояние от поверхности штукатурки или облицовки до оси трубопровода следует выдерживать 35-55 мм при его диаметре до 32 мм и 50-60 мм — при его диаметре 40-50 мм. В случае больших диаметров трубопроводов эта величина указывается в проекте.
Монтажное положение стояка определяется в зависимости от его диаметра, см. рис.1.

Рис.1 Схема расположения стояка
При  50 мм, а=45 мм, при 100 мм, а=75 мм. Отклонение от вертикали — не более 2 мм на 1 м длины трубопровода. Места прохода трубопроводов холодного водоснабжения через деревянные строительные конструкции следует обертывать рубероидом, а при пересечении трубопроводами системы горячего водоснабжения конструкций перекрытий, внутренних стен и перегородок они заключаются в гильзы, обеспечивающие свободное перемещение труб при изменении температуры транспортируемой среды. Края гильз располагаются заподлицо с поверхностями стен, перегородок и потолков и выступают выше отметки чистого пола на 20-30 мм.
50 мм, а=45 мм, при 100 мм, а=75 мм. Отклонение от вертикали — не более 2 мм на 1 м длины трубопровода. Места прохода трубопроводов холодного водоснабжения через деревянные строительные конструкции следует обертывать рубероидом, а при пересечении трубопроводами системы горячего водоснабжения конструкций перекрытий, внутренних стен и перегородок они заключаются в гильзы, обеспечивающие свободное перемещение труб при изменении температуры транспортируемой среды. Края гильз располагаются заподлицо с поверхностями стен, перегородок и потолков и выступают выше отметки чистого пола на 20-30 мм.
При монтаже трубопроводов горячего водоснабженияследует учитывать их неизбежные температурные удлинения. Считается, что удлинение стального трубопровода горячей воды составляет примерно 1 мм на 1 м трубопровода. Они могут восприниматься поворотами труб, осуществляемыми при прокладке, и компенсаторами, устраиваемыми на прямых участках. Беспрепятственное перемещение трубопроводам обеспечивают хомутовые крепления, играющие роль скользящих опор, допускающие перемещение трубопровода в осевом направлении. В качестве неподвижных опор в системах горячего водоснабжения могут применяться приваренные к стальным трубам хомуты из угловой стали, заделываемые в строительные конструкции.
Стальные трубопроводы в системах горячего водоснабжения, по сравнению с трубопроводами холодного водоснабжения, подвергаются интенсивной коррозии. Это обстоятельство следует учитывать при их эксплуатации, с целью обеспечения возможности их осмотра и ремонта в процессе эксплуатации.
10. Прокладка пластмассовых трубопроводов холодного и горячего водопровода в санузлах
Разъёмные соединения пластмассовых труб
Для прокладки пластмассовых трубопроводов холодного и горячего водопровода в санузлах применяют два вида заготовок. Первый, когда подводка к приборам выполняется непосредственно от стояка (рис.1).

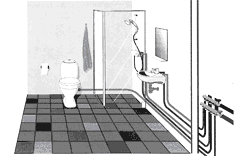
Рис.1. Открытая прокладка пластмассовых труб холодного и горячего водопровода в санузле — стандартный Т-образный вариант
Второй с установкой коллектора (рис.2).
Рис.2. Открытая прокладка пластмассовых труб холодного и горячего водопровода в санузле — коллекторный вариант
Применение коллектора позволяет устранить колебания давления и расхода в системах холодного и горячего водоснабжения при одновременном включении приборов. Кроме того, появляется возможность независимого отключения приборов при их ремонте и обслуживании.
Разъемные соединения пластмассовых труб используются при подсоединении к арматуре и оборудованию, а также в тех случаях, когда в процессе эксплуатации нужно обеспечить возможность разборки того или иного участка трубопровода. При этом затяжка накидных гаек производится специальными ключами. Применение газовых ключей не допускается. Необходимый набор инструмента показан на рис.3-7.
3  4
4  5
5  6
6  7
7 
Рис.3.. Пресс-пистолет электрический
Рис.4. Ручной пресс-инструмент
Рис.6. Сменные вкладыши
Рис.7. Калибратор для труб
Уплотнение соединений производится посредством резиновых прокладок, устанавливаемых внутри гаек.
Следует стремиться к тому, чтобы количество разъемных соединений было минимальным.
Монтаж пластмассовых труб следует осуществлять при наиболее высокой температуре воздуха внутри помещения, чтобы уменьшить в процессе эксплуатации величину продольного изгиба трубопровода. При выполнении работ в зимнее время доставленная на объект заготовка перед использованием подлежит выдержке при положительной температуре не менее 2 ч.
11. Неразъёмные соединения пластмассовых труб
Пластмассовые трубы в гильзе
Неразъемные соединения пластмассовых труб достигаются сваркой и склеиванием.
При производстве сварочных работ следует обеспечить прочность и плотность сварных стыков.
Сварку труб на открытом воздухе следует производить при температуре не ниже минус 15 °С. При более низких температурах следует принимать меры для предупреждения быстрого охлаждения сварного шва.
Другим способом получения неразъемного соединения является (рис.1) склеивание. Этот процесс состоит из трех этапов: подготовка склеиваемых поверхностей под сварку; склеивание; отвердение соединений.
При склеивании без зазора соединения «раструб — гладкий конец» на наружной поверхности гладкого конца трубы и внутренней поверхности раструба создается шероховатость с помощью шлифовальной шкурки с крупностью абразивного зерна N 12, 16. Шероховатые поверхности обезжириваются органическими растворителями.
Обезжиривание склеиваемых поверхностей труб и фасонных частей осуществляется растворителем (например, метиленхлоридом)
Если до склеивания гладкий конец трубы без приложения усилий входит в раструб на 1/4-1/3 его глубины, а при приложении усилия — полностью, то достаточен один слой клея (рис.1).

Рис.1. Неразъемное соединение склеиванием пластмассовой трубы с фитингом
Если же конец трубы свободно, без приложения усилий входит в раструб на полную глубину, то следует наносить два слоя клея. Второй слой клея наносят на первый после его высыхания (примерно через 30 мин), после чего гладкий конец трубы быстро вводят в раструб и удаляют излишний клей.
Процесс высыхания клея замедляется при понижении температуры и увеличении влажности. Применяемый клей может содержать 14-16% перхлорвиниловой смолы и 86-84% метиленхлорида.
Склеенные соединения не должны подвергаться механическим воздействиям в течение 5 мин, а перед монтажом склеенные узлы выдерживаются не менее 2 ч.
При монтаже скрытой прокладки труб холодного и горячего водопровода в санузле (рис.2) могут применяться пластмассовые трубы в гильзе (рис.3).


Рис.2. Скрытая прокладка пластмассовых труб холодного и горячего водопровода в санузле:
1 — подводка к унитазу; 2 — подводка к умывальнику
Рис.3. Пластмассовая труба в гильзе.
12. Технология соединение пластмассовых труб с тепловой «памятью»
Применение медных труб в системах холодного и горячего водоснабжения
Технологическая последовательность рабочих операций при соединении пластмассовых труб с тепловой «памятью» (рис.1-5).
Новый способ неразъемного соединения применяется при прокладке для питьевого водоснабжения пластмассовых труб с тепловой «памятью». Процесс соединения включает пять рабочих операций:
1  2
2  3
3  4
4 
5 
1 — отрезать трубу требуемого размера (рис.1);
2 — нагреть конец и надеть на него самообжимающее кольцо (рис.2.);
3 — расширить конец трубы вместе с самообжимающим кольцом (рис.3.);
4 — надеть расширенный конец трубы на штуцер ответвления (рис.4.);
5 — обождать 30 мин, в течение которых самообжимающее кольцо обеспечит плотность соединения (рис.5.).
Наряду с пластмассовыми трубами в системах холодного и горячего водоснабжения могут применяться медные трубы.
В тех местах, где нельзя использовать открытое пламя и где можно в течение эксплуатации легко проверить герметичность соединения медные трубы соединяют, используя обжимные фитинги. Независимо от вида медной трубы, во избежание образования заломов и сплющивания, сгибание ее необходимо выполнять с помощью трубогиба или сгибающей пружины. Переходы от стальной или пластиковой трубы к медной выполняются с использованием обжимных фитингов.
При применении медных труб в системах холодного и горячего водопровода соединение медь-латунь, медь-сталь, сталь-латунь безопасно с точки зрения возникновения коррозии, т.к. различие между «благородностью» металлов в этих парах незначительно.
Соединение оцинкованная сталь-медь очень опасно. При таком соединении сталь разрушается за счет более высокой электроотрицательности меди по отношению к цинку. Поэтому соединять медную трубу с трубой оцинкованной можно только через латунный переходник-фитинг, при условии движения воды от цинка к меди, а не наоборот.
Соединение медной трубы с трубой пластиковой безопасно, и не вызывает никаких проблем с коррозией.
Трубы для горячего водоснабжения: разновидности, особенности, монтаж

Подводки водоснабжения. Материал — полипропилен
Цель написания этой статьи — рассказать читателю, какие трубы для внутреннего горячего водоснабжения предлагает современный российский рынок, и познакомить с ключевыми особенностями каждой их разновидности. Кроме того, мы изучим применяющиеся в каждом случае соединительные фитинги и способы монтажа соединений. Итак, в путь.
Условия эксплуатации
Условия, в которых служат трубы для систем горячего водоснабжения, сильно различаются в зависимости от применяющейся схемы подачи ГВС.
Вот два основных сценария:
| Изображение | Описание |
| Автономное приготовление горячей воды водонагревателем, двухконтурным котлом или газовой колонкой, централизованное (см. Газовый котел для отопления и горячего водоснабжения: разновидности и особенности, на которые нужно обратить внимание при выборе) горячее водоснабжение с нагревом за счет теплообмена с теплоносителем при закрытой схеме теплоснабжения. Температура воды в трубах горячего водоснабжения держится в установленных действующими СНиП пределах (50-75°С) вне зависимости от любых внешних условий. Давление стабильно и равно давлению в магистрали холодного водоснабжения (обычно 1,5 — 4 кгс/см2). | |
|
Элеваторный узел с врезками горячего водоснабжения | Централизованное горячее водоснабжение с отбором технической воды из теплотрассы (с подающего или обратного трубопровода) через врезку в элеваторный узел. Штатная температура в трубах горячего водоснабжения — 60-75 градусов, штатное давление — до 7 кгс/см2. |


Итак, в обоих случаях температура воды не может превысить 75 градусов, а давление — безопасных для любых видов напорных труб для ГВС 6-7 атмосфер. Правильно? Нет.
Если в первом случае серьезные отклонения от номинальных значений температуры и давления исключаются самой схемой горячего водоснабжения, то во втором возможен ряд форс-мажорных сценариев.
Приведем несколько наиболее показательных примеров:
- Гидроудары. Мгновенная остановка движения воды в замкнутом контуре или его чрезмерно быстрое заполнение приводит к кратковременному скачку давления на фронте потока. Оно может увеличиться на доли секунды до 30-40 атмосфер. Причиной гидроудара становятся упавшие щечки клиновой задвижки или быстро открытая/закрытая неопытным слесарем запорная арматура (см. Гидроудар в системе водоснабжения: отчего возникает и как избежать);

Последствия гидроудара на водоснабжении
- Испытания теплотрасс на плотность сопровождается повышением давления в них до 12-15 кгс/см2. Цель испытаний — выявить слабые места теплотрасс и спровоцировать порывы труб вне отопительного сезона, исключив аварийные ситуации зимой.
На время испытаний перекрываются входные задвижки элеваторного узла. Однако неисправность арматуры или невнимательность слесарей может привести к тому, что штатное давление в системе ГВС будет превышено как минимум вдвое;
- Зимой максимальная температура воды в 75 градусов обеспечивается ручным переводом водоснабжения на обратный трубопровод теплотрассы. На подаче в холода могут быть все 150°С. Если по какой-то причине ГВС осталось запитанным с подачи, трубы водоснабжения разогреются до температуры, далеко превышающей пределы их термостойкости.

Температуры подачи и обратки теплотрассы при разных уличных температурах
Заметьте: пластиковые и металлопластиковые трубы рассчитаны на максимальную эксплуатационную температуру в 90-95 градусов и давление в 10-25 атмосфер. При этом максимальное давление достижимо лишь при комнатной температуре: скажем, у полипропиленовой трубы PN25 при ее нагреве до 95°С прочность на разрыв падает до 7-9 кгс/см2.
Выводы
Они довольно очевидны:
- В системе ГВС с автономным приготовлением горячей воды можно использовать любые пластиковые и металлопластиковые трубы, подходящие по заявленным техническим характеристикам (температуре и давлению);

Автономное горячее водоснабжение: бойлер подключен к водопроводу металлопластиком
- В системе с централизованной подачей горячей воды непосредственно из теплотрассы (читай — из врезки в элеваторный узел) стоит применять только металлические трубы, стойкие к высоким давлениям, гидроударам и перегреву.

При централизованной подаче ГВС из теплотрассы используйте металлические трубы
Автономное ГВС
Итак, чем можно монтировать трубопроводы систем горячего водоснабжения с автономным приготовлением воды?
Металлопластик
- Труба представляет собой композит из трех слоев, соединенных клеевыми швами. Внутренняя и внешняя оболочка производятся из полиэтилена (обычного PE, сшитого PEX или термостойкого PERT). Их функции — теплоизоляция и обеспечение герметичности трубы, а также ее минимального гидравлического сопротивления. Сердечник изготовлен из алюминия, он обеспечивает жесткость и стойкость трубопровода к гидростатическому давлению;
- Типичное рабочее давление — 10-16 атмосфер, типичная рабочая температура — 90 градусов.
Однако: для труб с оболочками из полиэтилена PE рекомендована температура до +75°С, а для термостойкого композита PERT/AL/PERT допустим нагрев до 110 градусов.

Структура термостойкого металлопластика
- Компрессионными фитингами — труба натягивается на штуцер и обжимается на нем разрезным кольцом и накидной гайкой с конической внутренней поверхностью. Этот способ соединения не требует сложного инструмента: для монтажа фитинга своими руками достаточно трубореза, калибратора и пары разводных ключей;

Так устроен компрессионный фитинг для металлопластика
Полезно: считается, что компрессионные фитинги ненадежны и часто дают течи на горячей воде и отоплении. На практике причина течей — в неправильном монтаже соединений. Если неоткалиброванная труба с неснятой внутренней фаской натягивается на штуцер со значительным усилием, она срывает обеспечивающие герметичность резиновые кольца.
- Пресс-фитингами. Эти соединения неразъемны и требуют для монтажа достаточно дорогого инструмента: обжимка нержавеющей гильзы выполняется механическими или электрическими клещами;

- Пуш-фитингами. Они позиционируются как не требующие инструмента для монтажа: труба просто вставляется в фитинг с некоторым усилием. На практике производители и продавцы несколько лукавят: для монтажа нужны как минимум труборез и калибратор.

Устройство латунного пуш-фитинга
Полипропилен
- Трубы поставляются без армирования или с армированием. Последнее может быть выполнено минеральным волокном, введенным при экструзии в один из слоев полимера, или вклеенной между внутренней и внешней оболочками алюминиевой фольгой (см. Полиэтиленовые трубы для водоснабжения: требования ГОСТ, особенности применения, методы монтажа);
- Рабочая температура — 90-95 градусов. Рабочее давление — от PN10 (10 кгс/см2) до PN25 ( 25 кгс/см2) при комнатной температуре;
Внимание: эксплуатация труб горячего водоснабжения при предельных для них температурах не только уменьшает допустимое рабочее давление, но и снижает ресурс водопровода. При температуре 70°С полипропилен служит не менее 25 лет, а при 90 — не больше 10.

Ресурс и допустимое давление для полипропиленового водопровода в зависимости от температуры среды
- Для полипропилена характерен высочайший коэффициент удлинения при нагреве. Увеличение температуры на 50 градусов означает, что каждый погонный метр трубы без армирования становится длиннее на 6,5 мм. Армирующий слой минерального волокна уменьшает удлинение в описанных условиях до 3,1 мм, а алюминиевой фольгой — до 1,5 мм.
Полезно: удлинение труб можно нивелировать способом их прокладки. Компенсатор трубопровода горячего водоснабжения представляет собой П-образный или кольцевой изгиб со скользящим креплением прямого участка перед ним.

Кольцевой компенсатор на стояке ГВС
Соединение: муфтовыми фитингами под пайку. Труба и фитинг оплавляются разогретой до 260 градусов насадкой паяльника и совмещаются друг с другом.
Сплавленный в единое целое пластик гарантирует герметичность и прочность соединения: его можно подвергать любым эксплуатационным нагрузкам, укладывать в трубу или стяжку.

Разогрев фитинга и трубы на насадке паяльника
Главное преимущество полипропилена, сделавшее его настолько популярным — дешевизна фитингов и труб при неплохих эксплуатационных характеристиках. Скажем, труба для ГВС без армирования диаметром 20 мм стоит от 20 рублей за метр, муфта этого же диаметра — 3,5 рубля, тройник — 6 рублей.
Внимание: армирующий слой алюминиевой фольги требует зачистки перед монтажом. Он удаляется ручным или выполненным в виде насадки к электроинструменту шейвером или торцевателем (с внешним и торцевым расположением ножей соответственно). Эта инструкция связана с нестойкостью алюминия к электрохимической коррозии: разрушение фольги при контакте с водой может привести к расслоению трубы.

Зачищенный от фольги полипропилен: фитинг сваривается с внутренней полимерной оболочкой трубы
- Сшитый полиэтилен отличается от обычного наличием поперечных связей между молекулами полимера. Они формируются путем химической обработки или бомбардировки готового изделия пучками электронов;

При сшивке между длинными молекулами полимера образуются поперечные связи
- Сшивка повышает прочность стенок трубопровода на разрыв и термостойкость полимера. Рабочее давление труб PEX варьируется от 10 до 16 кгс/см, рабочая температура достигает 90°С с возможностью кратковременного повышения до 100 градусов;
- PEX применяется преимущественно для скрытой (в том числе коллекторной) разводки ГВС. Трубы поставляются в бухтах, что позволяет обойтись минимальным количеством фитинговых соединений.
Соединение: фитинги для PEX представляют собой штуцеры с надвижными гильзами и используют эффект молекулярной памяти, присущий сшитому полиэтилену. Труба растягивается экспандером и, возвращаясь к исходному размеру, надежно обжимает фитинг. Гильза фиксирует ее, исключая рассоединение при нагрузках.

Латунный фитинг для монтажа PEX

Бухта трубы PERT
- Химическая модификация полимера повышает его рабочую температуру до 100 градусов с возможностью кратковременного нагрева до 120-125°С;
- Все ключевые свойства дублируют свойства PEX, за исключением молекулярной памяти: в этом случае эффект сохраняется, но менее выражен и не используется при монтаже трубопроводов.
Соединение: монтаж трубопроводов горячего водоснабжения из полиэтилена PERT выполняется так же, как на полипропилене — низкотемпературной раструбной пайкой. Допустимо использование компрессионных и пресс-фитингов, однако они менее популярны из-за своей относительно дороговизны.

Муфтовый фитинг под сварку для PERT
Централизованное ГВС
Теперь давайте выясним, какая труба для горячего водоснабжения может применяться при его подаче из открытой системы теплоснабжения.
Черная сталь, оцинковка
Водопроводные трубы из черной и оцинкованной стали производятся в России по общему ГОСТ 3262-75. По способу производства они электросварные; стандарт предусматривает размеры от 6 до 150 мм.

Черные водогазопроводные трубы
Однако: в реальных системах водоснабжения минимальный условный проход трубы составляет 15 мм.
Что полезно знать о водогазопроводных стальных трубах?
- Стандарт не лимитирует эксплуатационную температуру. На практике она ограничена термостойкостью материалов, герметизирующих резьбовые соединения, и трубопроводной арматурой;
- Трубы рассчитаны на эксплуатационное давление в 25 атмосфер (32 —для усиленных труб с увеличенной толщиной стенки). Разрушающее давление — не меньше 150 атмосфер;
- Главный недостаток черной стали — низкая устойчивость к коррозии. Этого недостатка по понятным причинам лишена оцинковка: автору доводилось вскрывать оцинкованные водопроводы после полувека эксплуатации, и их состояние ничем не отличалось от состояния новых труб.

Обратите внимание на разницу в состоянии черной стали и оцинковки
Кроме того: черная труба со временем зарастает ржавчиной и прочими отложениями, снижающими ее пропускную способность и увеличивающими гидравлическое сопротивление. Оцинковка лишена и этого недостатка.
| Изображение | Описание |
| Сварка (газовая и электродуговая) применяется только для черных стальных труб. При сварном соединении оцинковки нагрев области шва приводит к выгоранию антикоррозионного покрытия. | |
|
Водопровод из оцинковки монтируется исключительно на резьбах | Резьбовые фитинги с уплотнением резьб сантехническим льном, лентой ФУМ и другими материалами подходят для оцинковки, но делают процесс монтажа исключительно трудоемким: он связан с точной подгонкой размеров патрубков и нарезкой (зачастую ручной) большого количества резьб. |
|
Безрезьбовой фитинг для стального водопровода | Компрессионные фитинги для стальной трубы применяются в тех случаях, когда сварка и нарезка резьбы проблематичны (например, на коротком отводе от стояка в помещении с завершенной чистовой отделкой). Соединение герметизируется уплотнительным кольцом при затягивании накидной гайки. |



- Медные трубы исключительно долговечны. Старейшие медные водопроводы эксплуатируются больше века и находятся в отличном состоянии;
- Медь пластична, что позволяет водопроводу выдержать до 5 циклов замерзания и разморозки в заполненном водой состоянии;
- Главный недостаток медных труб на водоснабжении — низкая прочность по отношению к деформирующим и ударным нагрузкам. Открытая прокладка элементов системы водоснабжения допускается лишь там, где они защищены от повреждений;
- Медь — дорогой металл. Погонный метр трубы диаметром 18 мм обойдется покупателю в 300-350 рублей;
- Прочность на разрыв у медных водопроводов зависит от соотношения толщины стенки и диаметра. Диапазон значений — от 50 до 240 атмосфер;

Размеры и допустимые давления медных труб
- Термостойкость ограничена только соединениями и заведомо превышает теоретически возможный для централизованного водоснабжения максимум температуры (150 градусов);
- Высочайшая теплопроводность меди означает, что стояки и подводки ГВС будут сильно разогреваться при эксплуатации, что чревато ожогами. Чем изолировать трубопровод горячего водоснабжения для защиты от травм и уменьшения теплопотерь? Любым вспененным утеплителем (например, энергофлексом — трубками из вспененного полиэтилена).

Теплоизоляция медных стояков энергофлексом
| Изображение | Тип фитингового соединения |
| Пайка: зазор между зачищенными и обработанными флюсом деталями заполняется расплавленным припоем. Для нагрева соединения служит газовая горелка или строительный фен с фигурной насадкой. | |
|
Сборка водопровода на компрессионных фитингах | Компрессионное: труба обжимается медным кольцом конического сечения при затягивании гайки фитинга. Мягкие (отожженные) трубы во избежание деформации обжимаются на жесткой втулке. |
|
| Пресс-фитинговое: медный фитинг деформируется ручными или электрическими клещами и обжимает трубу при посредстве резинового уплотнительного кольца. |



Нержавейка
Описание: гофрированные нержавеющие трубы благодаря профилю стенки и ее толщине (0,3 мм) прекрасно гнутся и поставляются в бухтах, что позволяет обойтись минимальным количеством соединений и заметно сэкономить на фитингах.
Срок службы труб неограничен, однако через 30 лет владельцу водопровода придется поменять уплотнительные силиконовые кольца в фитингах. Прочность труб на разрыв — 200 и более атмосфер, термостойкость — не ниже 150°С.

Стояки и подводки проложены нержавейкой
Соединение: выполняется компрессионными фитингами. Фитинг собирается с помощью пары разводных ключей; монтаж соединения занимает не более 30 секунд. Труба нарезается по размеру роликовым труборезом.

Компрессионное соединение на гофрированной нержавейке
Размеры
Расчет трубы на горячее водоснабжение подробно описан в СНиП 2.04.01-85, посвященном созданию внутренних инженерных сетей здания.
Мы приведем типичные значения внутреннего (подчеркиваем, внутреннего!) диаметра трубопроводов различного назначения:
- Внутриквартирная или внутридомовая разводка ГВС при длине подводок до 25 метров — 15 мм;
- То же, длиной свыше 25 метров — 20 мм;
- Стояк ГВС при этажности здания менее 10 — 25 мм;

На фото — полипропиленовые стояки водоснабжения с внутренним диаметром 25 мм
- То же, при 10 и более этажах — 32 мм;
- Тупиковый розлив ГВС — 50-80 мм при использовании черных стальных труб и 32-50 во всех прочих случаях;
Справка: для черной стали необходим запас по пропускной способности с учетом ее неизбежного зарастания отложениями. За 15 лет службы просвет розлива может снизиться втрое.

Со временем отложения уменьшают пропускную способность стальных трубопроводов
- Диаметр циркуляционного трубопровода горячего водоснабжения (розлива в многоквартирном доме с непрерывной циркуляцией ГВС) — 40-76 мм для черной стальной трубы и 32-40 для прочих материалов.

Стальные розливы системы ГВС с непрерывной циркуляцией в подвале многоквартирного дома
Заключение
Надеемся, что наш материал поможет читателю выбрать максимально надежные трубы для водоснабжения: горячая вода не терпит пренебрежения правилами безопасности. Узнать больше о монтаже систем ГВС можно из видео в этой статье. Успехов!






