- Делаем твердотопливный котел своими руками
- Выбираем тип изготавливаемого котла
- Шахтный с вертикальной загрузкой
- Горизонтальный с боковой загрузкой
- Определяем тип горения топлива
- Обычное классическое горение
- Длительное горение с пиролизом
- Из какого металла лучше сделать котел
- Чугун
- Сталь
- Тип теплообменника самодельного котла
- Внешняя водяная рубашка
- Встроенный змеевик
- Из чего лучше сделать колосники
- Материалы для внешней теплоизоляции котла
- Правильная краска для покраски корпуса котла
- Металл котлов
- Влияние углерода.
- Влияние марганца.
- Влияние кремния.
- Влияние хрома.
Делаем твердотопливный котел своими руками
Несмотря на кажущуюся сложность, изготовление твердотопливного котла своими руками, вполне осуществимый проект, позволяющий сократить расходы на приобретение оборудования, практически вдвое. Потребуется правильно подобрать тип оборудования, конструкцию и выполнить все необходимые нюансы, связанные с производственным процессом.
При соблюдении рекомендаций, можно получить котел, практически не отличающийся теплотехническими характеристиками от модели, собранной в заводских условиях.
Выбираем тип изготавливаемого котла
Практически все самодельные котлы отопления на твердом топливе для частного дома, являются просто хорошей копией того оборудования, что выпускается на заводах отечественных и зарубежных производителей. Хотя полностью воссоздать технологический процесс без специального оборудования невозможно, при изготовлении используются схемы и чертежи уже готовых моделей.
При выборе типа котла, обращают внимание на КПД, требования, предъявляемые к качеству топлива и другие характеристики. Все популярные конструкции, делятся на два вида, по особенностям расположения топочной камеры.
Шахтный с вертикальной загрузкой
Такая конструкция, впервые стала использоваться в котлах длительного горения отечественных производителей. В устройстве шахтного оборудования имеются следующие особенности:
- Используется принцип нижнего горения. В конструкции предусматриваются две дверцы: топочная и загрузочная.
Топливо загружается в вертикальную топочную камеру. Размеры топки рассчитываются таким образом, чтобы поленья свободно опускались вниз, по мере прогорания нижнего слоя.
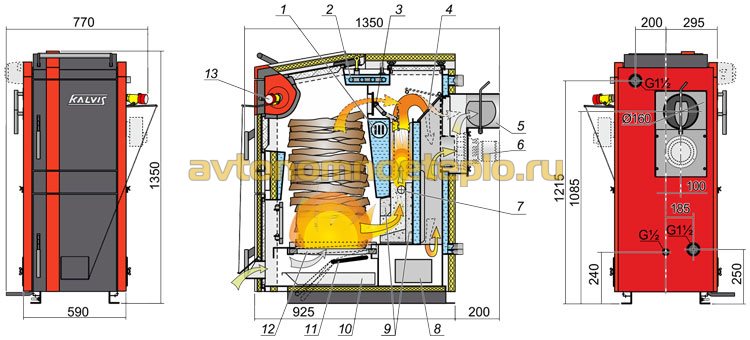
Шахтный твердотопливный котел работает по принципу длительного горения, с применением газогенерации или пиролиза. Изготовление модели данного типа трудоемко и требует проведения грамотных теплотехнических расчетов. На выходе, получается котел с КПД около 88%, неприхотливостью к качеству дров (допускается влажность до 42%).
Горизонтальный с боковой загрузкой
Конструкция с боковой загрузкой является классической и чаще всего, именно ее выбирают при самодельном изготовлении твердотопливного котла. По внутреннему устройству, модель напоминает обычную дровяную печь.
Самодельный твердотопливный отопительный котел с водяным контуром, использующий боковую загрузку, имеет следующие особенности:
- Вместительная топочная камера – объем топки рассчитывают таким образом, чтобы обеспечить работу котла от одной закладки, в течение 4 часов.
Топочная камера должна отделяться от зольного ящика, решеткой. В котлах, для сжигания угля, используются металлические или чугунные колосники. Дверка зольного ящика используется для регулировки интенсивности горения. Открытием и закрытием изменяются параметры тяги.
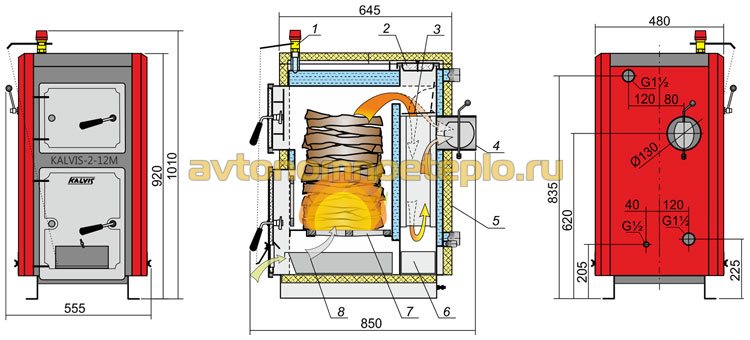
Котлы с боковой загрузкой и горизонтальной топкой, имеют простую конструкцию, наиболее подходящую для самостоятельного производства.
Определяем тип горения топлива
Длительность горения топлива в самодельном твердотопливном котле, зависит от выбранной конструкции агрегата. Принято различать два основных используемых принципа работы:
При наличии необходимых инженерных навыков, возможно изготовить агрегат, способный проработать от одной закладки в течение нескольких суток.
Обычное классическое горение
Изготовление котла на твердом топливе с классическим горением своими руками, отличается простотой. Конструкция напоминает ту, что используется в дровяных печах и состоит из следующих частей:
В котлах, в качестве водяного контура, зачастую используется обычный змеевик. Особенностями внутреннего устройства классических твердотопливных котлов является:
- Скорость сгорания – от одной закладки, котел продолжает работать максимум 4 часа.
КПД – классические модели малоэффективны. При работе, практически четвертая часть получаемого тепла, попросту уходит в дымоходную трубу.
Затраты на изготовление классического твердотопливного котла меньше, чем на производство пиролизной модели, практически вдвое.
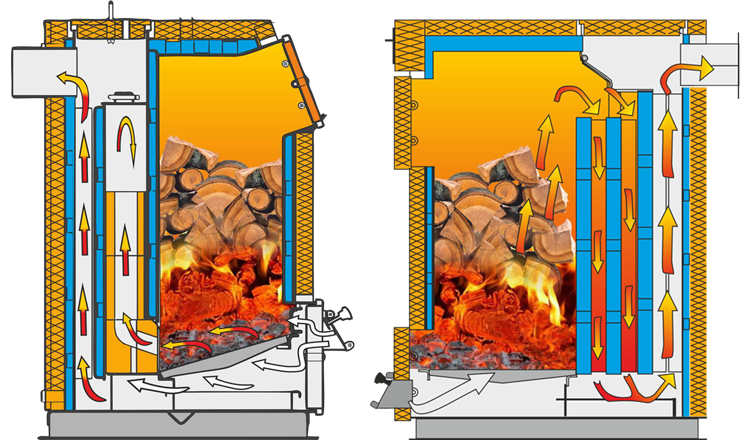
Длительное горение с пиролизом
Сделать своими руками твердотопливный котел длительного горения возможно, но, для этого потребуется провести грамотные теплотехнические расчеты и подобрать подходящий чертеж. Процесс пиролиза невозможен без двух составляющих:
- Высокой температуры горения.
Чтобы обеспечить необходимые условия, устанавливается механический регулятор горения, а также, обкладывают камеру сгорания, шамотным кирпичом, для уменьшения теплопотерь. Подробные рекомендации относительно изготовления, находятся в статье «Изготовление пиролизного котла своими руками», расположенной на сайте.
Из какого металла лучше сделать котел
От выбора металла, зависит время эксплуатации котла. При производстве в заводских условиях, существуют строгие требования, относительно типа используемого материала для каждой части котла. Строгие требования предъявляются к составу металла, толщине стали и другим характеристикам.
Подобным нормам, должен соответствовать и материал, используемый при самостоятельном изготовлении агрегата. При выборе учитывают эксплуатационные особенности, термическое и механическое воздействие и многие другие аспекты. Для производства котла применяют сталь и чугун.
Чугун
Чугун имеет хорошие теплотехнические характеристики: устойчив к перегреву и выгоранию, долгое время сохраняет тепло. Срок эксплуатации котла, изготовленного из данного металла, составляет не менее 25 лет. Недостатком чугуна является подверженность к гидравлическим и механическим ударам, растрескивание нагретой поверхности при резком охлаждении.
Изготовление котла из чугуна в домашних условиях, невозможно. Теплообменник и другие части котла, производятся литьевым методом в плавильнях. Создать подобные условия и изготовить чугунные детали, нереально.
Сталь
В отличие от чугуна, сталь хорошо поддается обработке. Для производства, применяется металл, раскатанный в листы. Марки используемой стали, в зависимости от изготавливаемого узла:
- Топочная камера – обычная сталь не способна выдержать прямое воздействие огня и высокой температуры. Применение металла с низким содержанием углерода, приводит к быстрому прогоранию стенок.
На заводском производстве, для изготовления топки, используют сталь с добавлением молибдена или хрома. Толщина листа не менее 5 мм. Этого же правила придерживаются и при самостоятельном изготовлении.
Сталь удобна в обработке, но имеет недостатки, связанные с эксплуатацией:
- Предельная нагрузка давления в системе отопления – при увеличении нагрузки свыше 2 мБар, стенки теплообменника выгибаются, со временем теряют прочность.
Тип теплообменника самодельного котла
От того, как сконструирован теплообменник, зависит КПД и остальные теплотехнические характеристики котла: время прогревания помещения, возможность работы в режиме пиролиза и т.п. Устройство рассчитывается для максимальной аккумуляции вырабатываемого тепла с наименьшими теплопотерями и передачи энергии теплоносителю.
В котлах используется две базовых конструкции теплообменника, отличающихся показателями энергоэффективности. Традиционно, это «водяная рубашка» и змеевик.
Внешняя водяная рубашка
Если необходимо увеличить КПД, уменьшить вероятность перегрева теплоносителя, за счет более равномерного прогрева, используется теплообменник в виде водяной рубашки.
Принцип «рубашки» основан на том, что жидкая среда, буквально окружает всю топочную камеру. Независимо от интенсивности горения и степени горения огня, осуществляется нагрев теплоносителя. В моделях длительного горения пиролизного типа, теплообменник дополнительно окружает ломаный дымовой канал, что увеличивает КПД, приблизительно на 5%.

У данной конструкции есть свои недостатки:
- Ограничения по давлению в системе отопления.
При изготовлении в домашних условиях, теплообменник «водяная рубашка», требует больших материальных затрат и высокого качества проведения сварных работ. Некачественные сварочные швы, дадут течь уже через несколько недель эксплуатации и приведут к остановке агрегата.
Встроенный змеевик
В классических моделях котлов, в виде теплообменника, чаще всего используют обычную изогнутую трубку – змеевик. Нагрев осуществляется проточным способом. Теплоэффективность встроенного змеевика меньше чем у водяной рубашки.
Данное решение имеет следующие особенности:
- На эффективность нагрева влияет интенсивность горения.
Использование змеевика, требует тщательного контроля над температурой нагрева теплоносителя. При перегреве происходит нарушение герметизации змеевика.
Змеевик можно установить в любую модель, независимо от размеров самодельного котла.
Установка встроенного змеевика требует меньших материальных затрат. Водяной контур данного типа, проще в обслуживании, но имеет меньшую теплоэффективность.
Из чего лучше сделать колосники
В стальных котлах, традиционно используются металлические колосники. Сталь не лучшим образом реагирует на чрезмерный нагрев. Поэтому, после нескольких лет эксплуатации, решетку приходится менять. При усовершенствовании твердотопливного котла, стальные колосники часто заменяют на чугунные.
Преимуществ у данного решения несколько:
- Чугун устойчив к выгоранию и деформации – температура плавления не менее 1500°С, что невозможно достичь в бытовых условиях. Чугунные колосники проработают практически без деформации 20-25 лет.
Колосники из чугуна, несколько увеличивают общий вес котла, что необходимо учитывать при выборе материала.
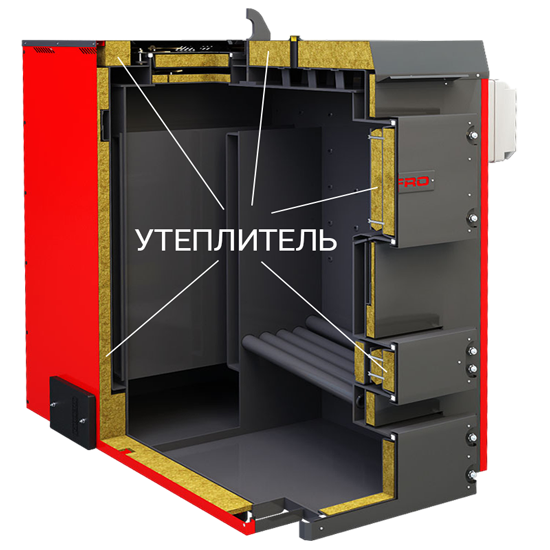
Материалы для внешней теплоизоляции котла
При сжигании твердого топлива, рабочая температура нагрева, достигает 550°С, у пиролизных агрегатов, превышает 600°С. Теплоизоляция котла, служит для обеспечения безопасности эксплуатации и снижения теплопотерь к минимуму.
При проведении изоляционных работ используют следующие материалы:
- Первичная теплоизоляция – рекомендуется обложить топочную камеру шамотным кирпичом.
Правильная краска для покраски корпуса котла
Окрашивание корпуса выполняется порошковыми термостойкими красками. Главными требованиями, предъявляемыми к ЛКМ, являются:
- Устойчивость к механическим повреждениям.
Стойкость к термическому воздействию.
Отсутствие шелушения, спустя несколько лет эксплуатации.
Современные лакокрасочные материалы, способны выдерживать прямое воздействие огня без потери защитных свойств. При выборе, ориентируются на порошковые краски, прямо предназначенные для окрашивания котлов.
Изготовление твердотопливного котла требует тщательного планирования и теплотехнических расчетов, использования грамотных чертежей, а также, правильного подбора комплектующих и расходных материалов. При соблюдении рекомендаций, у котла, изготовленного своими руками, будут хорошие теплотехнические характеристики и параметры.
Металл котлов
Металл паровых котлов работает в очень тяжелых условиях, так как на него воздействуют давление и температуры воды и пара (пароводяной смеси), собственный вес обмуровки и неравномерного расширения деталей котельного агрегата.
Толщину стенки барабанов, коллекторов и труб, размеры деталей каркаса и т.п. определяют в зависимости от величины суммарной нагрузки и требуемого запаса прочности, обеспечивающего длительную работоспособность деталей. Кроме прочности, металл должен обладать пластичностью (отсутствие хрупкости), противостоять коррозии и иметь хорошую свариваемость. Поэтому для производства деталей котельных агрегатов (особенно тех, что работают под давлением) применяют высококачественные сорта сталей.

Во всех сортах котельной стали содержится небольшое, строго ограниченное количество углерода, марганца и кремния, а также не полностью выведенные вредные примеси — сера и фосфор. Сталь, содержащая только указанные элементы, называется углеродистой.
Из углеродистой стали изготовляют водяной экономайзер , экраны и барабаны котельных агрегатов, работающих при температуре до 450 °С. При температуре более 450 °С прочность углеродистой стали резко снижается. Поэтому для изготовления деталей, работающих при более высокой температуре, применяют специальную жаропрочную сталь, в состав которой вводят небольшое количество молибдена, хрома, никеля и других химических элементов для придания металлу определенных свойств. Такая сталь называется низколегированной.
Из низколегированной стали марок 12Х1МФ и 15Х1МФ изготовляют обычно радиационные поверхности нагрева прямоточных котельных агрегатов и пароперегреватели (за исключением выходной части), работающие при температуре до 540 °С.
Как углеродистая, так и низколегированная стали относятся к стали перлитного класса, отличающейся темной поверхностью.
Наибольшей жаропрочностью обладает хромоникелевая сталь марки Х18Н12Т аустенитного класса, называемая также нержавеющей сталью, у которой легирующие добавки никеля и хрома достигают 30 % массы металла. Из этой стали изготовляют трубы выходной части пароперегревателей котельных агрегатов высокого давления, металл которых эксплатируют при температуре 570—660 °С. В составе стали, кроме никеля и хрома, имеется небольшое количество титана, стабилизирующего структуру стали при высокой температуре. Такая сталь имеет светлую, блестящую поверхность. Основными преимуществами аустенитной стали являются ее высокая жаропрочность и способность противостоять коррозии при высокой температуре благодаря большому содержанию хрома (18 %) и никеля (12 %); отсюда и название — нержавеющая сталь. Аустенитная сталь во много раз дороже перлитной стали.
Посмотрим, как влияют отдельные элементы химического состава стали на ее свойства.
Влияние углерода.
С увеличением содержания в составе стали углерода она становится более прочной и менее пластичной. Чрезмерно высокое содержание углерода является вредным, так как слишком твердая и малопластичная сталь хуже сопротивляется разным механическим деформациям, возникающим, например, при защемлении экранных труб при растопке котла, а также ухудшается свариваемость стали.
Для изготовления поверхностей нагрева котельного агрегата, работающих при температуре пара до 450 °С, широко применяют углеродистую сталь марки 20 с содержанием углерода до 0,25 %, а для изготовления каркаса котлов — углеродистую сталь марки Ст. 3. В низколегированной стали углерод содержится в еще меньшем количестве. Например, в применяемой для изготовления пароперегревателей современных котельных агрегатов стали марки 12Х1МФ содержание углерода не должно превышать 0,15 %.
Влияние марганца.
Марганец подобно углероду повышает прочность стали и несколько уменьшает ее пластичность. При плавке стали в мартеновской печи марганец способствует очистке металла от серы, образуя легко удаляемый шлак.
Применяемая для изготовления барабанов котлов сталь марки 22К содержит 0,75-1,0 % марганца. Сталь марки 20 содержит 0,35-0,65 % марганца.
Влияние кремния.
Чем больше кремния в стали, тем больше её прочность и меньше пластичность. При плавке в металлургических печах его применяют для раскисления стали; соединяясь с растворенным в стали кислородом, кремний образует легко удаляемые шлаки, поднимающиеся на поверхность жидкого металла.
Влияние молибдена. Молибден повышает жаропрочность стали и ее пластичность. В стали 12Х1МФ содержится 0,25—0,5 % молибдена, в стали 15Х1М1Ф 0,9—1,1 %.
Влияние хрома.
Хром повышает жаропрочность и прочность стали и понижает ее пластичность.






