- Как заварить Чугунный котел
- Сварка чугунных секций котла
- #1 Давыд1162
- #2 АВН
- #3 AMBIVERT42
- #4 Ferechkin
- #5 Cварщик Джо
- Как заварить Чугунный котел
- Как заварить Чугунный котел
- Лопнул теплообменник. Почему разрушается чугунный котел?
- Почему лопается теплообменник и как этого не допустить
- Лопнувшую секцию заменят по гарантии?
- Можно ли заменить самостоятельно?
- Что выгоднее — менять секцию или весь котел?
- Как заварить чугун электродом в домашних условиях
- Особенности сварки чугуна
- Методы сварки
- Выбор электродов для сварки чугуна
- Технология сварки чугуна электродом
- Сварка чугуна по шпилькам
- Заключение
- Решено Котел Supraline K56-8E—лопнул чугунный теплообменник.
- Что это ? Неисправность Прошивки Схемы Справочники Маркировка Корпуса Программаторы Аббревиатуры Частые вопросы Ссылки дня
- Это информационный блок по ремонту
- Вопросы по ремонту
- Прошивки в разделах:
- Схемы в разделах:
- Справочники в разделах:
- Marking (маркировка) — обозначение на электронных компонентах
- Package (корпус) — вид корпуса электронного компонента
- Programmer (программатор) — устройство для записи (считывания) информации в память или другое устройство
- Краткие сокращения
- Частые вопросы
- Как варить чугун электросваркой. Сварка инвертором
- Особенности сварки чугуна, виды чугуна
- Методы сварки чугуна
- Подготовка чугуна для сварки инвертором холодным методом
- Процесс сварки
- Сварка чугуна инвертором по шпилькам
- Многослойная сварка
- Как варить чугун полуавтоматом
- В чем специфика сварки чугуна
- Способы сварки чугуна
- Холодный способ варки
- Горячий и полугорячий способы
- Как варить чугун полуавтоматом
- Подготовительные работы
- Выбор проволоки
- Сварочный процесс
- Сварка чугуна электродом
- Содержание:
- Чугун — виды, применение
- Виды сварки
- Подготовка к сварке электродами
- Особенности сварного процесса
- Техника безопасности
- Заключение
- Интересное видео
- Почему капает вода из котла отопления и как устранить свищ своими руками?
- Почему потек котел
- Толщина стенок и коррозия
- Качество изготовления
- Высокое давление в системе
- Прогорели стенки
- Как остановить течь своими руками
- Профилактика образования свищей
Как заварить Чугунный котел
Чугун имеет ряд особенностей, которые отличают его от других металлов. Свойства чугуна следует учитывать при его сваривании, что требует применения специальных технологий в процессе сварки. Среди особенностей чугуна следует выделить следующее:
- — Низкие пластические свойства чугуна. Чугун способен к пере напряжениям, поэтому в результате сварки могут образовываться трещины;
- — Высокая скорость охлаждения чугуна. Это приводит к тому, что на поверхности металла образовывается слой хрупкого чугуна, который является не обрабатываемым;
- — Выгорание электрода при сваривании. В результате работы образовывается окись СО, что способствует образованию пор при сваривании;
Несмотря на то, что чугун имеет множество преимуществ, его склонность к хрупкости становится проблемой, когда дело доходит до ремонта чугунных объектов. Технология сваривания чугуна с подогревом в основном применяется в тяжелой промышленности. Концепция разогрева делает процесс более сложным, потому как для него требуется использовать специальное оборудование для подогрева деталей.
В большинстве случаев изделие для сваривания подогревается до температуры от 250 до 650 градусов по Цельсию. Следует избегать нагрева металла более 750 градусов, потому как при такой температуре металл переходит в стадию расплавления.
После того как металл достигает требуемой температуры, требуется начинать сваривание на малом токе, чтобы минимизировать перемешивание и остаточные напряжения.
Внесение большого количества тепла при сваривании может привести к растрескиванию. После работы изделие нужно охладить постепенно. Чтобы постепенно охладить изделие, его помещают в песок или накрывают специальными изоляционными материалами.
Также для сварки чугуна существует 4 типа сварочных электродов, которые используются для ручного дугового сваривания. Такими типами являются электроды из чугуна, с медной основой, стальные электроды и с никелевой основой. Для применения каждого из типов электродов есть свои причины и особенности, например обрабатываемость, пластичность и прочность.
При сваривании чугунными электродами, требуется разогрев деталей до температуры в диапазоне от 120 до 425 градусов по Цельсию. Температура подогрева зависит от размеров детали. По этой причине чугунные электроды бывают диаметром от 6 до 15 миллиметров, а для работы используется сварочный ток от 200 до 600 Ампер. Поэтому лучше всего использовать электроды небольшого диаметра и достаточно низкие токи для сваривания.
Как итог можно сказать, что сваривание чугуна является сложным процессом вне зависимости того, какой способ сваривания используется для работы. Если применять правильную технологию сварки и учитывать особенности, которые были указаны выше, можно добиться оптимальных результатов. Ввиду этого, если правильно подбирать сварочный ток и применять подходящие сварочные электроды, сваривание обязательно будет успешным.
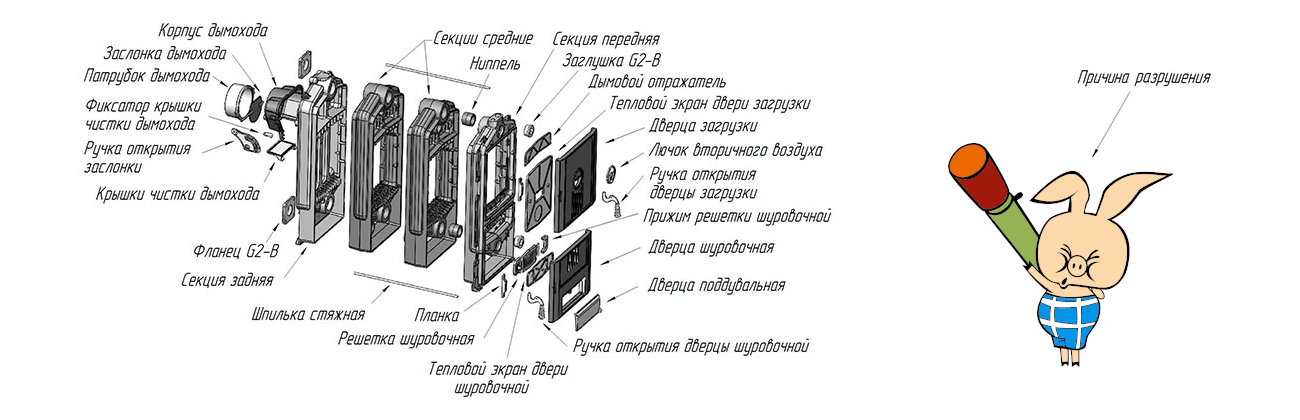
Сварка чугунных секций котла
#1 Давыд1162
#2 АВН
#3 AMBIVERT42
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
#4 Ferechkin
Самому никак, тут нужно спец. оборудование и опытный мастер, можете в Алватер попробовать позвонить, они сложными случаями занимаются
#5 Cварщик Джо
Присоединяюсь к сказанному АВН.Как правило,теплообменные секции чугунных котлов делаются из серого чугуна.Варится он плохо,очень склонен к трещинообразованию.Тем более,что,даже если удастся заварить дефект,то,в процессе эксплуатации котла,будут возникать значительные перепады температуры (и,возможно,давления).Это запросто может вызвать дальнейшее растрескивание.Так что,с учётом вышесказанного,не советую затевать такой эксперимент.Если есть возможность,замените секцию котла.Нет-котёл лучше сдать в чермет.
Думаю, правильный совет, но если уже сильно хочется экспериментов, то можете попробовать. Трещину нужно вырубить до полного ее удаления, место сварки подогреть до приличной температуры в 300-650 градусов, затем варить чугунным электродом на малых токах. Перегрев может привести к растрескиванию. После заварки дефекта следует медленное охлаждение со скоростью 100 градусов/час, снизить скорость охлаждения можно укутав радиатор в теплоизоляционный материал. Так что судите сами, насколько возможно выполнить такие условия в гаражных, не промышленных условиях
Сообщение отредактировал Cварщик Джо: 11 Декабрь 2015 20:02
Как заварить Чугунный котел
Как заварить Чугунный котел
Чугун имеет ряд особенностей, которые отличают его от других металлов. Свойства чугуна следует учитывать при его сваривании, что требует применения специальных технологий в процессе сварки. Среди особенностей чугуна следует выделить следующее:
- — Низкие пластические свойства чугуна. Чугун способен к пере напряжениям, поэтому в результате сварки могут образовываться трещины;
- — Высокая скорость охлаждения чугуна. Это приводит к тому, что на поверхности металла образовывается слой хрупкого чугуна, который является не обрабатываемым;
- — Выгорание электрода при сваривании. В результате работы образовывается окись СО, что способствует образованию пор при сваривании;
Несмотря на то, что чугун имеет множество преимуществ, его склонность к хрупкости становится проблемой, когда дело доходит до ремонта чугунных объектов. Технология сваривания чугуна с подогревом в основном применяется в тяжелой промышленности. Концепция разогрева делает процесс более сложным, потому как для него требуется использовать специальное оборудование для подогрева деталей.
В большинстве случаев изделие для сваривания подогревается до температуры от 250 до 650 градусов по Цельсию. Следует избегать нагрева металла более 750 градусов, потому как при такой температуре металл переходит в стадию расплавления.
После того как металл достигает требуемой температуры, требуется начинать сваривание на малом токе, чтобы минимизировать перемешивание и остаточные напряжения.
Внесение большого количества тепла при сваривании может привести к растрескиванию. После работы изделие нужно охладить постепенно. Чтобы постепенно охладить изделие, его помещают в песок или накрывают специальными изоляционными материалами.
Также для сварки чугуна существует 4 типа сварочных электродов, которые используются для ручного дугового сваривания. Такими типами являются электроды из чугуна, с медной основой, стальные электроды и с никелевой основой. Для применения каждого из типов электродов есть свои причины и особенности, например обрабатываемость, пластичность и прочность.
При сваривании чугунными электродами, требуется разогрев деталей до температуры в диапазоне от 120 до 425 градусов по Цельсию. Температура подогрева зависит от размеров детали. По этой причине чугунные электроды бывают диаметром от 6 до 15 миллиметров, а для работы используется сварочный ток от 200 до 600 Ампер. Поэтому лучше всего использовать электроды небольшого диаметра и достаточно низкие токи для сваривания.
Как итог можно сказать, что сваривание чугуна является сложным процессом вне зависимости того, какой способ сваривания используется для работы. Если применять правильную технологию сварки и учитывать особенности, которые были указаны выше, можно добиться оптимальных результатов. Ввиду этого, если правильно подбирать сварочный ток и применять подходящие сварочные электроды, сваривание обязательно будет успешным.
Лопнул теплообменник. Почему разрушается чугунный котел?
Из-за чего разрушаются секции чугунного котла отопления и как этого избежать? Что выгоднее — заменить лопнувшую секцию или весь котел? Разбираем на примерах.
Напольные котлы бывают двух исполнений — чугунные и стальные.
Чугунные — сделаны из секций, как радиаторы отопления. Секция чугунного теплообменника может разрушиться из-за неправильной эксплуатации котла или ошибок при проектировании системы отопления. Замена обойдется дорого, и, например, на котлах малой мощности может быть невыгодной тратой.
Лучше понять, что угрожает вашему котлу, и принять меры заранее.
Почему лопается теплообменник и как этого не допустить
Резкий перепад температур
В сильно разогретый котел поступает холодная вода. Разница температур слишком большая: секция теплообменника не выдерживает и лопается.
Почему так происходит? Рассмотрим два распространенных случая:
1. Владелец котла добавляет холодную воду в систему — из-за малого количества теплоносителя или недостаточного давления — в тот момент, когда котел разогрет на полную мощность . В некоторых системах подпитка осуществляется холодной водой, при этом кран установлен на входе в котел. Температура холодной воды может составлять 10-20 градусов тепла, а температура котла — 80-100 градусов.
Как бороться: подпитку желательно делать из бойлера горячей водой. Кран при этом следует устанавливать не перед котлом, а на контуре.
2. В большой системе отопления с мощным котлом и протяженным трубопроводом теплоносителю нужно больше времени, чтобы нагреться. Перепад температур возможен в холода, когда котел включают сразу на полную мощность, а трубы уже успели промерзнуть. В результате в раскаленный теплообменник поступает холодная вода с обратки . Такое может случиться, например, после отключения котельной для работ или в случае первых заморозков.
Как бороться: установить гидрострелку (гидравлический разделитель) и насос подмеса. Это позволит отдавать часть тепла в обратку, не допуская поступления холодного теплоносителя в котел.
При чрезмерном нагреве, на который котел не рассчитан, чугунные секции сильно расширяются, деформируются и лопаются.
Со временем на поверхностях теплообменника может образовываться накипь. Если котел не промывать, секции постепенно забиваются и проход теплоносителя может существенно сократиться или прекратиться совсем. Без теплосъема котел не отдает тепло воде и нагревается до слишком высокой температуры .
Как бороться: регулярно промывать систему отопления.

Лопнувшую секцию заменят по гарантии?
У новых котлов гарантия на теплообменники — 2 года. Но в большинстве случаев разрушение происходит по вине владельца (негарантийный случай):
- Ошибки при проектировании системы отопления;
- Неправильная эксплуатация;
- Вовремя не проведенное обслуживание.
Можно ли заменить самостоятельно?
Для профессионалов операция несложная. В нее входят: разборка котла, демонтаж поврежденной секции, стяжка новой секции, установка теплообменника на место, проверка работоспособности системы.
- Вес секции — от 30-40 кг на небольших котлах. В приведенном ниже видео вес секции — более 200 кг.
- Стоимость набора инструментов — от 100 до 300 тысяч рублей.
Что выгоднее — менять секцию или весь котел?
В обоих случаях получается недешево. Экономия становится заметной при замене секции на котлах высокой мощности. Замена секции дешевле покупки и установки нового котла, но если он маломощный, то выбор не так очевиден.
Пример: небольшой котел на 40 кВт.
| Новый котел | Замена секции | |
| Стоимость | 70 000 рублей | 15 000 рублей (секция + материалы) |
| Стоимость работ | 20 000 рублей | 20 000 рублей (замена секции) |
| Дополнительно* | 20 000 рублей (промывка — при перегреве) | |
| Итог | 90 000 рублей | 55 000 рублей |
* промывка необходима в случае, если котел лопнул от перегрева — из-за засорения. Причину можно узнать только на месте — при разборке.
Купить котел все еще дороже (разница — 35 000 рублей), но он будет новый, без износа и с гарантией. Кроме того, у вас останутся запчасти от старого.
Еще раз самое главное:
- Теплообменник лопается из-за резкого перепада температур или перегрева.
- Главные причины — ошибки при проектировании отопления и неправильная эксплуатация.
- Если котел периодически не промывать, риск разрушения возрастает.
- Самостоятельная замена невозможна, если у вас нет дорогостоящего специального инструмента.
- Замена секции дешевле покупки нового котла, но при малой мощности, возможно, есть смысл переплатить.
Нужна помощь в монтаже, ремонте или настройке оборудования — перейдите в раздел услуги.
Остались вопросы или есть идеи — напишите нам.
Как заварить чугун электродом в домашних условиях
Срок службы чугуна вдвое больше чем у стали, однако из-за высокого содержания углерода ремонт обычной электросваркой деталей из этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры. В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях. Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.

Особенности сварки чугуна
Установлено что сварку серого чугуна с мелкодисперсной структурой производить проще, чем крупнозернистого металла тёмного оттенка. Детали длительное время контактировавшие с маслом или подвергавшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
- из-за высокой текучести в жидком состоянии сварка осуществляется преимущественно в нижнем положении;
- образование пор в местах выгорания углерода;
- из-за низкой пластичности при нарушении температурного режима возникают внутренние напряжения, создающие трещину на шве;
- при расплавлении в чугуне образуются окислы с температурой плавления выше, чем у него.
Методы сварки
Для создания прочных швов разработаны три способа:
- Технология горячей сварки сложна, но практически исключает образование трещин. Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
- Полугорячая сварка аналогична предыдущему способу, но температура нагрева 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить чугун этим способом необходимо учитывать технологические особенности материала.

Выбор электродов для сварки чугуна
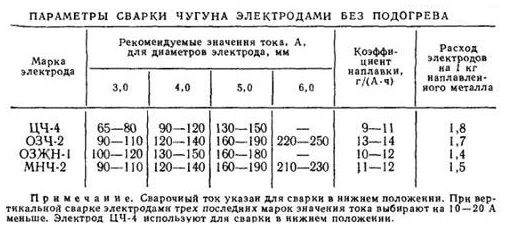
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
В зависимости от марки электродов и диаметра выбирается сила тока:
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм. Наматывать начинают с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.
Технология сварки чугуна электродом
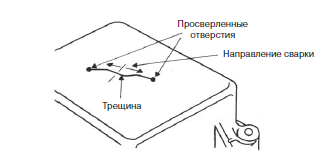
В зависимости от вида дефектов и возможностей применяются несколько вариантов. Сварку чугуна электродом в домашних условиях осуществляют многослойным способом. С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия. Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Поскольку специальные электроды стоят дорого их иногда заменяют обычными. Однако их использование возможно только для наплавления последующих после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая. Поэтому не рекомендуется применение в ответственных случаях.
Электродами, сделанными из чугуна, пользуются для устранения изъянов на изделиях после отливки. Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Чтобы сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, а качество улучшается незначительно. Поэтому такая технология домашними мастерами применяется редко.
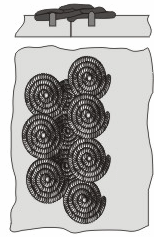
Сварка чугуна по шпилькам
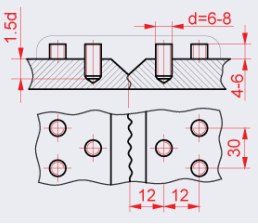
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Заключение
Имея инвертор и зная, как правильно варится чугун электросваркой, можно оперативно делать ремонт самостоятельно. Для этого необязательно покупать специальные электроды, их успешно заменят самодельные. При отсутствии опыта желательно сначала потренироваться на ненужных чугунных изделиях. При сварке следует помнить о недопустимости перегрева участков свыше 80⁰C, поэтому спешить не надо.
Решено Котел Supraline K56-8E—лопнул чугунный теплообменник.
Alexandr49
Что это ? Неисправность Прошивки Схемы Справочники Маркировка Корпуса Программаторы Аббревиатуры Частые вопросы Ссылки дня
Это информационный блок по ремонту
Вопросы по ремонту
 Если у вас есть вопрос по ремонту и определении дефекта, Вы должны создать свою, новую тему в форуме. По этой теме уже рассмотрены следующие неисправности:
Если у вас есть вопрос по ремонту и определении дефекта, Вы должны создать свою, новую тему в форуме. По этой теме уже рассмотрены следующие неисправности:
- не включается
- прошивка
- перезагружается
- замена;
- мигает;
- цена;
- купить;
Прошивки в разделах:
Схемы в разделах:
Справочники в разделах:
Marking (маркировка) — обозначение на электронных компонентах
Package (корпус) — вид корпуса электронного компонента
Programmer (программатор) — устройство для записи (считывания) информации в память или другое устройство
Краткие сокращения
Частые вопросы
После регистрации аккаунта на сайте Вы сможете опубликовать свой вопрос или отвечать в существующих темах. Участие абсолютно бесплатное.
Кто отвечает в форуме на вопросы ?
Ответ в тему Котел Supraline K56-8E—лопнул чугунный теплообменник. как и все другие советы публикуются всем сообществом. Большинство участников это профессиональные мастера по ремонту и специалисты в области электроники.
Как найти нужную информацию по форуму ?
Возможность поиска по всему сайту и файловому архиву появится после регистрации. В верхнем правом углу будет отображаться форма поиска по сайту.
По каким еще маркам можно спросить ?
По любым. Наиболее частые ответы по популярным брэндам — LG, Samsung, Philips, Toshiba, Sony, Panasonic, Xiaomi, Sharp, JVC, DEXP, TCL, Hisense, и многие другие в том числе китайские модели.
Какие еще файлы я смогу здесь скачать ?
При активном участии в форуме Вам будут доступны дополнительные файлы и разделы, которые не отображаются гостям — схемы, прошивки, справочники, методы и секреты ремонта, типовые неисправности, сервисная информация.
Как варить чугун электросваркой. Сварка инвертором
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем. Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Отдельно стоит поговорить про следующие особенности подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с
использованием шпилек. Шпильки состоят из стали. Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров. Количество зависит только от размеров соединения, но не больше 25% от площади излома
2. Разделка кромок.
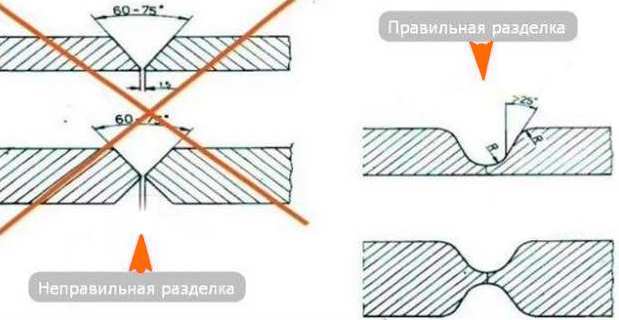
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.

Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Как варить чугун полуавтоматом
Возможна ли сварка чугуна полуавтоматом? И что нужно знать о технологических особенностях такого вида работ? Дальше об этом в нашей статье.

Сварочные работы по чугуну довольно сложны в технологическом плане. Сам материал очень плохо переносит воздействия высоких температур с последующим охлаждением. Для получения качественного шва нужно оборудование и специальные электроды.
Возможна ли сварка чугуна полуавтоматом? И что нужно знать о технологических особенностях такого вида работ? Дальше об этом в нашей статье.
В чем специфика сварки чугуна
Чугун чаще всего используют в изделиях, производимых путем литья. Но такой металл довольно хрупок и наиболее распространенные поломки это трещины. Их, как правило, заваривают, используя электросварку. В чем трудность проведения такого вида работы?
- Расплавленный чугун очень текучий, что создает трудности при заваривании сквозных трещин и пробоин. Это же свойство часто приводит к сквозному прожиганию металла.
- Чугун имеет относительно невысокую температуру плавления. Воздействие высокотемпературной электрической дуги приводит к его отбеливанию (изменение структуры), вследствие чего материал в месте сварки становиться более хрупким и трескается уже при остывании.
- Кислород, который находиться в атмосфере вступает в контакт с углеродом, это провоцирует образование множества пор в теле сварного шва. Соединение от этого имеет намного меньший запас прочности.
Это — основные проблемы сварки чугунных деталей. Для их решения применяют несколько технологий, которые позволяют избежать быстрого разрушения соединения.
Способы сварки чугуна
В основном, для сварки чугунных деталей используется две основные технологии: горячая и холодная. Также может применяться и полугорячий метод варки такого металла.
Холодный способ варки
Такой метод позволяет варить чугун без предварительного нагрева деталей. Особенно он актуален, когда конструкции имеют довольно большие габариты.
Обязательное условие такого способа — это использование специальных электродов.
Обычно для этого выбирают расходники, в составе которых есть железо, медь и никель. Эти элементы не приводят к образованию сплавов с углеродом, от чего шов не получается слишком хрупким.
Горячий и полугорячий способы
Главное — это соблюдение температурных режимов. Чугун нельзя нагревать более чем на 600 градусов. Иначе начинается процесс, которого и пытаются избежать во время сварки — изменение структуры и отбеливание (образование белого вида чугуна).
Этот способ может быть нескольких видов в зависимости от того, до какого показателя происходит нагрев. Например, при полугорячем способе детали нагреваются в пределах от 350 до 400°, а теплый предусматривает подогрев в пределах 250 градусов.
После завершения сварки детали нужно медленно охлаждать (иногда до 5 суток!), чтобы шов не треснул от слишком быстрого снижения температуры.
Горячие способы сварки более трудоемки. Но позволяют при этом получить качественные соединения.
Как варить чугун полуавтоматом
Подготовительные работы
Независимо от используемого оборудования, будь то ручной инвертор или полуавтомат, чугун нужно подготовить к сварке.
Металл тщательно очищают от загрязнения, если есть следы масла — его удаляют растворителями.
Сами кромки нужно расширить по всей длине (для этого можно использовать болгарку или зубило). Однако нужно делать зачистку очень аккуратно, удаляя металл в несколько подходов послойно!
При заваривании трещин по ее края нужно засверлить точки, иначе растрескивание может получить продолжение в процессе сварки.
Также, при толщине детали больше чем 5 миллиметров, по краям нужно сделать фаску под углом в 45-60 градусов. Тонкие изделия варят с использованием графитовых подкладок, чтобы можно было избежать вытекания расплава и прожигания металла насквозь.
Выбор проволоки
Сегодня существуют специальные виды сварочной проволоки для работы по чугуну.
Их подбирают в зависимости от выбранного способа сварки.
- Проволока с маркировкой ПП АНЧ-1 — используется в процессе варки без подогрева (холодный метод).
- При полугорячем подогреве до 350 градусов применяют сварочную проволоку марки ПП АНЧ-2.
- И, конечно же, при горячем нагревании до 600 градусов применяют расходник с маркировкой ПП АНЧ-3.
Каждый из этих расходных материалов представляет собой порошковую проволоку (маркирование ПП), в составе которой есть уже необходимые элементы (медь, кремний, железо, никель и прочие). Благодаря чему можно сваривать чугун полуавтоматом.
Сварочный процесс
Нагревание нужно контролировать, чтобы не превышать допустимые показатели. Если все таки произошел перегрев, ни в коем случае нельзя допустить попадания воды на металл. Даже капля приведет к образованию трещин и окончательно испортит изделие.
- Нужно особо уделить внимание настройке сварочного оборудования. На полуавтомате чугун варят на малом постоянном токе и с обратной полярностью.
- Под детали укладывают графитовую подкладку (подформовку).
- Держатель ведут под углом в 50-60 градусов к поверхности свариваемых деталей. Главное — это видеть конец проволоки и контролировать весь процесс.
- Шов накладывают в несколько слоев за два три прохода.
- Во время ведения первого шва не нужно делать колебательных и поперечных движений, как в случае со сталью.
- Следующие проходы можно делать с использованием поперечных ведений кончика проволоки.
- После окончания сварки нужно удалить шлак и обеспечить постепенное остывание детали. Для этого металл накрывают или засыпают негорючим материалом (асбест, древесный уголь).
Сварочный процесс полуавтоматом происходит намного быстрее, чем при ручном режиме. Стоит предварительно потренироваться в скорости ведения шва и подачи проволоки!
Также для защиты сварочной ванны от поступления кислорода можно использовать полуавтоматический режим сварки с использованием подачи аргона.
А что Вы можете добавить к данному материалу статьи? Поделитесь своим опытом в сварочных работах с использованием полуавтоматических аппаратов в блоке комментариев. Какими видами проволоки вы пользовались и какие настройки выставляли на полуавтомате?
Сварка чугуна электродом
Содержание:
- Чугун — виды, применение
- Виды сварки
- Подготовка к сварке электродами
- Особенности сварного процесса
- Техника безопасности
- Заключение
- Интересное видео
Прочный и надежный — чугун является одним из самых распространенных материалов, используемых в быту и промышленности. У него есть свои неоспоримые преимущества: он служит долго, стоит относительно недорого, легко поддается сварке, со временем не теряет своих эксплуатационных характеристик. Когда может понадобиться сварка чугуна электродом? Если, например, прохудился шов в радиаторе отопления, его требуется залатать, или к батареям требуется приварить еще несколько отсеков.
Чугун — виды, применение

Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно — считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении — для выпуска коленчатых валов, цилиндров, двигателей и прочего.
Это — лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Виды сварки

Чтобы знать, как заварить чугун обычным электродом, важно разбираться в видах сварки вообще. Они подразделяются на:
Горячая действительно является таковой, происходит при температуре от 600 до 700 градусов по Цельсию. Нагревают металл в промышленных печах, которые считаются сверхмощным оборудованием. Чугун становится подвижным, как пластилин, с ним удобно работать. В процессе на изделии не появляются трещины или поры, которые препятствуют нормальной работе в дальнейшем.
Эксперты называют этот способ сварки максимально идеальным для чугуна. Естественно, на вопрос: можно ли варить чугун обычными электродами дома методом горячей сварки, ответ будет отрицательным. Создание такой колоссальной температуры в квартире или гараже, например, опасно для жизни и здоровья.
Полугорячая сварка тоже невозможна в домашних условиях. Она осуществляется при температуре в 300-400 градусов по Цельсию. Для нагрева используют специальные фены либо тэны. Данный способ применяют в промышленности. Основное его преимущество — скорейшее остывание в сравнении с горячим методом. Для начинающего мастера полугорячая технология сварки чугуна электродами практически неосуществима.
Холодная сварка подходит для дома. Она происходит при температуре максимум в 80 градусов по Цельсию.
Подготовка к сварке электродами
Чтобы начать сварочный процесс, необходимо произвести тщательную к нему подготовку. В частности:
- произвести ошкуривание поверхности;
- обезжирить части агрегата в обязательном порядке;
- подготовить сварочный аппарат, убедиться в том, что он технически исправен;
- определиться, как именно будет происходить сварка: по шпилькам или многослойно;
- приготовить достаточное число электродов;
- вспомнить правила техники безопасности.
Запрещается начинать работу, если поверхность не зачищена и не ошкурена — это создает вероятность возникновения опасной ситуации: острый элемент в процессе сварки отскочит и нанесет травму мастеру. Простые электроды в данном случае не подойдут. Необходимо приобрести те, что содержат в своем составе хром, медь и никель.
Нельзя начинать работу без теоретической подготовки к процессу. Несоблюдение технологии приведет к тому, что при застывании на материале образуются многочисленные поры и трещины, чугун потеряет свои превосходные эксплуатационные свойства, использовать его в дальнейшем будет просто нецелесообразно.
Особенности сварного процесса

Теперь расскажем: как сваривать чугун электросваркой. Когда мастер убедился в надежности оборудования, он может приступать к процессу. Для этого требуется выбрать, как варить чугун простыми электродами:
В первом случае мастер сначала устанавливает сами шпильки, а вокруг них образует шов. Опытные сварщики рекомендуют выполнять процедуру в шахматном порядке, чтобы не допустить перегрева материала. Завершают работу соединительным швом — он идет от одной шпильки и ее «окружения» к другой.
Многослойный способ заключается в следующем: создаются фаски, потом наплавляют начальный слой, его проковывают молотком, далее кладут второй слой, опять простукивают и так далее. После остывания шва, его в обязательном порядке ошкуривают, чтобы придать изделию эстетичный вид. Если есть возможность доступа к внутренней части изделия, то начальный слой при многослойном методе кладут с наружной и внутренней сторон. Так соединение становится еще прочней.
В целом, в том, как правильно варить чугун электродами, нет ничего сложного. Главное, соблюдать правила техники безопасности.
Техника безопасности
Еще до того, как варить чугун обычным электродом, важно позаботиться о соблюдении техники безопасности:
- рядом с рабочим местом поставьте огнетушитель;
- убедитесь в исправности сварочного аппарата;
- наденьте на руки специальные защитные перчатки для сварных мероприятий;
- закройте лицо маской или хотя бы очками;
- работайте исключительно в плотной одежде, чтобы частички раскаленного металла не имели возможности соприкоснуться с кожей;
- важно, чтобы в помещение, где производится сварка, всегда поступал свежий воздух;
- если сварку вы производите впервые, разумно пригласить помощника или хотя бы стороннего наблюдателя, чтобы в случае ЧП, было кому прийти на помощь.
Естественно, работать желательно в светлое время суток или хотя бы при достаточном освещении, в абсолютно трезвом и здоровом состоянии.
Заключение
В целом, процесс того, как сварить чугун с металлом электродом, описан выше. Детали и тонкости расскажут опытные сварщики. Не стесняйтесь обратиться к ним за советом. Для работы дома выбирайте холодный метод. Работайте только с проверенным оборудованием, не забывайте про технику безопасности.
Интересное видео
Почему капает вода из котла отопления и как устранить свищ своими руками?
2017-06-22 Евгений Фоменко
Почему потек котел

Причин, почему потек котел, на самом деле не так уж и много. Во-первых, виновницей может стать коррозия. Что такое корррозия — это разрушение структуры металла под воздействием внешней среды. Внутренняя коррозия газового котла обусловлена воздействием кислорода, находящегося в воде, внешняя — продуктами сгорания.
Следующей причиной течи может быть низкое качество металла, из которого изготовлен теплообменник и качество швов его соединений.
Высокое давление в системе, либо гидроудары также становятся причиной течи в котлах. Прогорание стенок теплообменника также дает течь.
В некоторых случаях, когда из котла капает вода, и вы думаете, что у вас потек котел, на самом деле, это может быть конденсат с дымохода, который стекает по дымоходной трубе и попадает на горелку. Если такая ситуация происходит часто, следует в дымоходе оборудовать влагосборный стакан. Когда капает возле циркуляционного насоса, возможно, раскрутился болт, расположенный по его центру. Подкрутите болт.
Ниже рассмотрим более подробно каждый случай отдельно и опишем, что делать, если это произошло.
Толщина стенок и коррозия
Теплообменники, установленные в теплогенераторах, могут изготавливаться из меди, стали и чугуна. У каждого из них есть свои плюсы и минусы. Медные теплообменники устойчивы к коррозии и долговечны при условии правильной эксплуатации котла. Стальные теплообменники самые распространенные, благодаря невысокой стоимости , устойчивы к тепловым напряжениям, благодаря своей пластичности, но чаще подвергаются коррозии.
 Коррозия теплообменника
Коррозия теплообменника
Чугунные устойчивы к коррозии, имеют большой срок эксплуатации, хотя боятся перепада температур и гидроударов. Большая часть производителей не используют антикоррозийные покрытия. Но в последних моделях газовых двухконтурных котлов Ferroli (Ферроли) стальные теплообменники покрыты антикоррозийным алюминиевым покрытием с экологической внутренней изоляцией.
На агрегатах Baxi (Бакси) медные теплообменники покрыты специальным составом от коррозии. Protherm (Протерм), Будерус и Беретта имеют чугунный теплообменник, который покрыт специальным составом от корррозии. Кроме того, такой теплообменник состоит из отдельных секций, которые можно поменять в случае их повреждения, не меняя полностью теплообменник.
Настенные котлы Риннай (Rinnai), Celtic (Селтик), Bosch (Бош) оборудованы медными теплообменниками, Vaillant (Вайлант) и Навьен — из нержавеющей стали, считается, что они меньше подвергаются действию коррозии.
На образование корррозии большое влияние оказывает частая подпитка котла. В идеальном варианте в теплогенераторе должна циркулировать так называемая «мертвая вода», без содержания кислорода. Именно кислород способствует образованию коррозии.
Если вам часто приходится подпитывать теплогенератор, следует устранить причины падения давления в агрегате. Кислородная коррозия образует на внутренней части теплообменника язву, которая очень опасна. Прорастая внутрь, она образует сквозную ржавчину и разрушает теплообменник.
Качество изготовления
Прочность котла зависит от качества выполненных сварных соединений. Если на сварном шве есть каверны, неровности, рано или поздно этот шов может дать течь. Особо опасным считается пустота, которая находится внутри шва. В идеале швы должны просвечиваться рентгеновским аппаратом, но не все производители это делают.

Хотя отопительные котлы являются сосудами, работающими под давлением и к ним должны предъявляться повышенные требования при изготовлении, брак иногда случается. И, как правило, капает из котла отопления после окончания гарантии. Заварить котел внутри и остановить течь не всегда удается.
Это зависит от того, как устроен теплообменник. В моделях, где установлен битермальный теплообменник (вторичный и первичный находятся в одном корпусе, теплообмен происходит благодаря конструкции два в одном) сделать это проблематично. Но, даже если вы это сделали, как показывает практика, поможет вам это не надолго.
Высокое давление в системе
Превышение давления в системе также может спровоцировать течь котла. Причинами повышенного давления может быть множество причин. Основной причиной может быть неисправность расширительного бака, воздушные пробки в системе, засоренный сетчатый фильтр, неисправность предохранительного клапана, крана подпитки.
О неисправности предохранительного клапана говорит постоянно подтекающая жидкость из трубки. Высокое давление может не только дать трещину в котле, но и стать причиной взрыва. Следите за исправностью манометра и сбросного клапана, иногда клапан заклинивает по причине образования на нем слоя солей. Промойте его в лимонной кислоте.
 Предохранительный клапан котла отопления
Предохранительный клапан котла отопления
Необходимо регулярно проверять соответствие давление на клапане и в расширительном баке. При установке расширительного бака необходимо посчитать объем теплоносителя. Как рассчитать — существует формула расчета, а среднее значение -1,5 Атм или на 0,2 Атм ниже, чем в системе. Для профилактики не забывайте промывать фильтры на входе и выходе из контура отопления, после подпитки системы необходимо развоздушить батареи.
Прогорели стенки
Причиной течи может стать прогар стенки камеры сгорания. Сталь и чугун выгорают, когда из их состава улетучивается углерод, поэтому металл на камере сгорания делается толще. Как правило, прогар происходит, когда неправильно установлена высота камеры сгорания, некорректно выставленная мощность горелки, не отрегулирована горелка по минимальной и максимальной мощности, слишком высокое пламя.
Прогар случается, когда котел постоянно работает на максимальной мощности, это происходит в случае недостаточного утепления жилья или, когда теплогенератор подобран без учета обогреваемой площади.
Приобретая котел, почитайте отзывы в интернете и отдайте предпочтение положительно зарекомендовавшим себя производителям. Лучше купить теплогенератор немного большей мощности, с надежной модуляцией пламени и настройку доверить специалистам.
Как остановить течь своими руками
Как починить место течи — алгоритм устранения течи одинаков как на твердотопливных котлах, таких как Дон, КЧМ, так и на газовых, например на АОГВ, Alixia 24, Ariston (Аристон), Деу, Ардерия, Электролюкс.

- Выключить устройство.
- Слить воду.
- Дождаться полного остывания котла.
- Снять теплообменник,как это сделать опишем ниже.
- Произвести пайку, устранить свищ.
Как выглядит теплообменник — он представляет из себя металлический или чугунный корпус, нагреваемый пламенем горелки и передающий тепловую энергию жидкости, которая находится внутри него .
Чтобы разобрать его и самому запаять, необходимо снять переднюю панель, защитный кожух и защиту камеры сгорания при помощи длинной отвертки. Затем отсоединить провода датчиков и подходящие к теплообменнику трубопроводы, старайтесь не повредить патрубки и трубки, удерживайте их при помощи ключа.
Чтобы потом правильно все подключить, следует вначале сфотографировать внутренности теплогенератора. Затем отсоедините вентилятор и дымовой датчик. Извлекая теплообменник, не применяйте силу и не делайте резких движений, делайте все предельно осторожно.
Если вы обнаружили прорыв между контурами в трубочке — заделать такую дырку невозможно, придется менять теплообменник. Сварить теплообменник нельзя, следует применять пайку газовой горелкой.
 Пайка теплообменника
Пайка теплообменника
Для того, чтобы сделать пайку своими руками, необходимо вначале зачистить место, где образовался свищ. Сделать это можно при помощи мелкой наждачной бумаги. Пайка производится газокислородной смесью с припоем, содержащим те же химические элементы, из которых изготовлен теплообменник.
Применять олово в этом случае нельзя, так как такой ремонт через некоторое время опять приведет к образованию свища. После пайки на проблемное место следует нанести защитное покрытие, например, слой алюминия.
Профилактика образования свищей
При покупке теплогенератора внимательно просматривайте качество пайки соединительных швов, как на водяном, так и на первичном теплообменнике, там не должно быть наплывов, неровностей.
Производите настройку горелки в соответствии с указаниями в инструкции. Чтобы избежать появления свищей, необходимо своевременно принимать меры при наличии высокого давления и завоздушенности в системе. Избегайте частой подпитки системы водой, выясните причину падения давления в этом случае и устраните ее.






