- Пайка полипропиленовых труб. Полезные советы и инструкция
- Трубы отличаются между собой
- Методы соединения труб из полипропилена
- Процесс сварки ППР труб
- Подготовка паяльного аппарата
- Разметка соединения
- Соединение труб
- Пайка полипропиленовых труб своими руками: правила монтажа, советы, ошибки
- Свойства и разновидности труб
- Марки труб
- Способы соединения полипропилена
- Муфтовая сварка
- Прямой (стыковой) метод
- Холодная пайка (сварка)
- Паяльные инструменты, материалы
- Проведение сварочных работ
- Подготовка изделий
- Нагрев полипропилена
- Как поступают с армированием?
- Наружная защита
- Внутренняя защита
- «Полевые» испытания системы
- Как избежать потенциальных ошибок?
Пайка полипропиленовых труб. Полезные советы и инструкция
Частное жилье, квартира и дом обустраиваются посредством применения инженерных коммуникаций. Проблема монтажа, реконструкции и ремонта на каждом из объектов требует ремонта или прокладывания системы водопровода и отопления. Современные технологии предложили владельцам объектов и специалистам по монтажу альтернативное, более бюджетное и удобное решение — трубы из полипропилена. Правильный монтаж определяет, что контуры отопления и водопровод не уступают другим вариантам по эксплуатационным свойствам. По отдельным параметрам присутствует существенно превосходство полипропиленовых конструкций над стальными. Сам процесс выполнения пайки труб не представляет сложности, не требует профессиональных знаний и особенных навыков. Он рассмотрен в инструкции, представленной ниже.
Трубы отличаются между собой
Перед началом описания инструкции по монтажу требуется дать определение материалам, разновидностям и сфере применения. Выбор труб по принципу цены или наличия в строительном магазине недопустим. Неправильный выбор чреват возникновением трудностей после монтажа. Они могут заключаться в возникновении протечек, трещинах и деформации. Это приводит к необходимости переделывать систему, нести дополнительные затраты.
Гидравлические расчеты определяют размерную сетку для труб. Коммуникации отличаются между собой и требуют разного диаметра трубы. Линейка диаметров составляет от 16 до 110 мм обеспечивает практически все варианты и потребности монтажа. Практика показывает, что потребности квартиры удовлетворяются трубами диаметром до 50 мм, исключения бывают редко. Трубы большего диаметра магистральные. Они требуют особенного подхода к монтажу и редко встречаются в работе домашнего мастера.
Трубы полипропиленовые отличаются между собой по цветовым решениям. Оттенки и разновидности труб по цвету никак не связаны с эксплуатационными характеристиками и ни на что не влияют. Их не стоит принимать во внимание. Это стандартное решение производителей, помогающее им сделать продукцию более броской и яркой на общем фоне. Единственная возможность выбрать трубу с определенным цветом и задачей — приобрести белое изделие для отопления. Цвет обеспечивает возможность вписаться в любой интерьер.
Если на трубе присутствуют цветные полосы, то они будут нести информационную нагрузку, понятную для всех. Синяя полоса говорит о применении изделия для потребностей холодного водоснабжения. Красная полоса говорит о предназначении выдерживать высокие температуры в процессе эксплуатирования. Маркировка цветом приблизительная и несет минимальную информационную нагрузку. Отдельные разновидности изделий не обременены даже такой маркировкой. Линия на трубах помогает определить нагрузку, свойства и становится ориентиром при стыковке на швах. Линия — удобный ориентир при монтаже.
Буквенно-цифровая маркировка несет основную часть информации. Искать ее нужно на внешней стенке изделия. Здесь стоит проявить особую внимательность и вникнуть в написанное производителем.
Полипропиленовая труба имеет обозначение PPR, принятое в качестве международной маркировки полипропилена. Обозначения РРRC, РР-В, РР-Н, РР-3 и другие встречаются при указании разновидности материала. Для удобства пользователя предусмотрена другая система маркировки, учитывающая тип, давление жидкости, перекачиваемые температуры. На практике применяется четыре типа труб: PN-10, PN-25, PN-16 и PN-20. От цифры зависят эксплуатационные свойства трубы и максимальная температура использования. PN-25 применяется для потребностей отопления и выдерживает температуру 95 градусов.
Эксплуатационные свойства имеют прямую зависимости от толщины стенок трубы. Толстые стенки могут выдержать большую температуру и высокое давление.
Полипропилен при своих плюсах имеет существенный недостаток — при перегреве наблюдается существенное линейное расширение. Трубы холодного водопровода, находящиеся внутри здания, не чувствуют на себе отрицательного влияния фактора расширения. Трубы горячего водоснабжения могут более существенно ощущать проблему, испытывать деформацию, появление напряжения внутри конструкции, провисание длинных участков.
Армирование полипропиленовых труб применяется для снижения влияния температурного расширения. Армируют стеклопластиком и алюминием. Армирующий пояс из стеклопластика располагается по центру толщины стенки трубы, не влияет на пайку.
Алюминиевое армирование делится на два типа. При первом слой фольги располагается в рядом с внешней стенкой изделия. Альтернативный вариант предусматривает прохождение слоя алюминия по центру. Оба типа отличаются по особенностям монтажа и конструкции.
Оба варианта армирования позволяют добиться существенного снижения уровня расширения труб при нагреве. Слой армирующего материала становится барьером против диффузии (проникновения кислорода через поверхность трубы внутри нее).
Проникновение кислородных молекул и их попадание в воду внутрь трубы вызывает ряд отрицательных последствий: существенное повышение газообразования, возникновение процессов коррозии, что очень опасно для котельного оборудования. Надежный армирующий слой существенно снижает отрицательное воздействие на трубы и коммуникации в целом. Трубы с армированием получили широкое применение в отопительных системах. Трубы для водопровода выбирают со стандартным стеклопластиковым армированием, не оказывающим на диффузию значимого эффекта и влияния.
Трубы реализуются отрезками стандартного размера по 2 м и 4 м. Торговые точки режут трубы кратно 1 метру. К трубам добавляются специальные комплектующие: резьбовые фитинги для перехода на другой тип труб, заглушки, муфты, компенсаторы, обводные петли и т.д.
Разнообразие конструкционных элементов и расходных материалов позволяет подобрать варианты для сборки системы любого уровня сложности. Расходники и детали стоят недорого, что позволяет сделать приобретение с нужным запасом для монтажа и использования.
Методы соединения труб из полипропилена
Полипропилен представляет собой термопластичный полимер. Структура материала поддается изменениям в процессе нагрева (пайки, сварки) — размягчается под воздействием высокой температуры. Два нагретых до одинаковой температуры фрагмента проходят процесс диффузии. Остывание предварительно нагретых частей изделия не меняет его свойств. При правильном нагреве и соединении обеспечивается создание монолитного узла.
На приеме нагрева основываются особенности технологий соединения полипропиленовых труб в одну систему. Метод получил название полифузной сварки. Проводится муфтовым или стыковым способом.
При монтаже применяется сама труба и муфта, диаметр которой меньше диаметра трубы. В нормальных условиях стыковка обоих элементов невозможна. В качестве муфты может выступать монтажный участок тройника, крана, отвода, резьбового винта и прочих комплектующих.
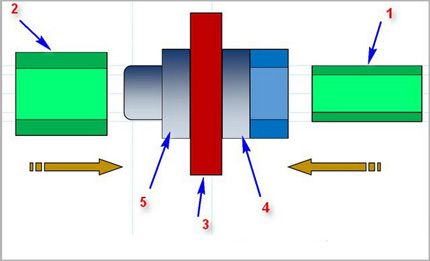
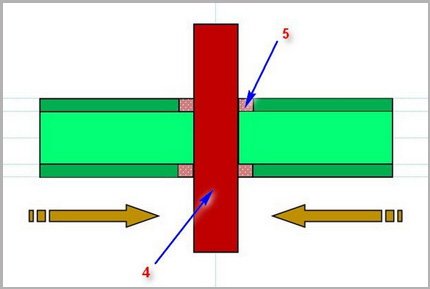
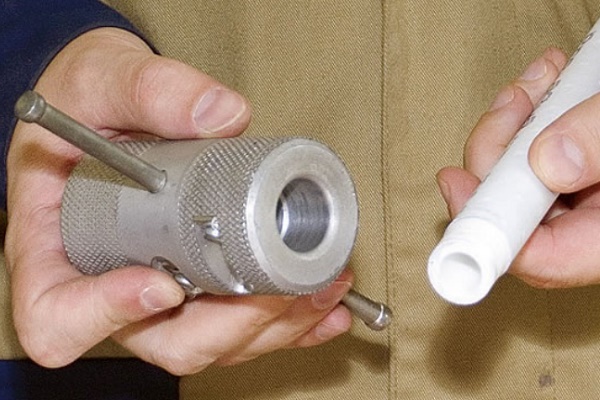
Процесс пайки полипропиленовых труб подразумевает одновременное насаживание обоих элементов на нагревательный элемент сварочного аппарата. На сам рабочий нагреватель заранее соосно вмонтирована пара нужного диаметра, состоящая из муфты на металлической базе, куда будет вставляться труба, и специального дорна для одевания соединительного элемента. При пайке образуется пояс расплавленного полипропилена, примерно равный по ширине и глубине. Важной особенностью монтажа является правильное выставление температуры. Нельзя допустить расплавление труб по всему диаметру. Трубы снимаются с нагревательного элемента и с усилием, соосно соединяются вместе. Расплавленный полипропилен прослужит соединительным элементом и уплотнителем, благодаря которому меньшая муфта будет надежно заходить в трубу и обеспечивать плотное соединение на всю длину места прогрева.
Важным отличием альтернативного способа пайки полипропиленовых труб является обязательная стыковка одинаковых по диаметру деталей. Первым шагом считается точная подгонка торцов для последующего стыкования. Трубы с обеих сторон с силой прижимаются к торцевателю. После фиксации на место торцевателя укладывается нагревательный элемент плоской формы. По мере нагревания обе трубы будут равномерно расплавляться. Далее трубы сжимаются для обеспечения полифузии. Сжатие проводится с усилием. По мере остывания происходит полимеризация материала и создается надежный шов на месте стыка. Условия, нужные для такого монтажа, достигаются только при наличии специального оборудования. Оно обеспечить равномерный нагрев и стыкование.
Процесс сварки ППР труб
Залог успеха состоит в выполнении максимального количества узлов в одной позиции на верстаке. Лучше проводить работы по пайке ппр труб с помощником, ведь при самостоятельном монтаже просто допустить ошибку.
Подготовка паяльного аппарата

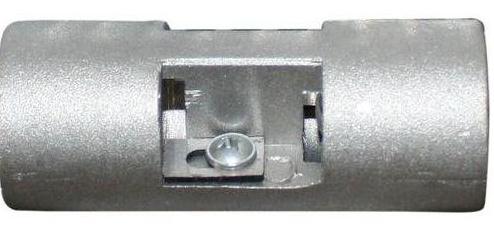
На нагреватель надевают и затягивают специальными винтами рабочие пары — дорны и муфты. Диаметры подбираются под рабочие нужды. Если подразумевается работа с одним типом трубы, то достаточно одеть одну пару, максимально близко расположенную к концу нагревателя.
Важно! Работать удобнее при условии надежной фиксации аппарата на рабочей поверхности верстака. Хорошо, если конструкция предусматривает винт для крепления на краю столешницы. Если такой возможности нет, то можно привинтить аппарат к поверхности саморезами. Для такой фиксации должна быть специальная поверхность.
Для работы с полипропиленом требуется включить на паяльнике температуру в 260 градусов. Температура одинаковая для всех труб. Изменяется только время прогрева.
Следует смотреть за тем, чтобы была достигнута рабочая температура. Для этого нужно просматривать средства индикации, доступные на конкретном аппарате.
Важно! Перед соединением и нагревом обязательно следует очистить места соединения от пыли и грязи, а также провести обезжиривание.
Разметка соединения
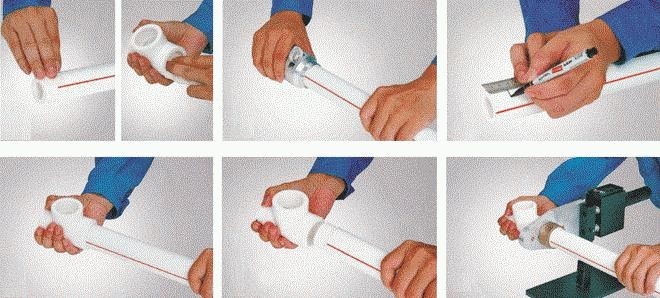
Следующим шагом является разметка соединения. Требуется отмерить длину пояса провара и сделать пометку карандашом или маркером. Это будет место, по которое труба будет введена в нагревательную муфту. Для каждого диаметра устанавливается свой показатель, и ему нужно следовать. При необходимости наносится дополнительная метка, если имеет значение взаимное расположение деталей для сопряжения.
Соединение труб

Далее помеченные элементы труб одновременно вводят в муфту паяльника, а элемент соединения устанавливается в дорн. Труба должна быть введена до отметки, элемент соединения — до упора.
После установки элементов начинает вестись отсчет времени прогрева, зависящего от диаметра трубы, и ему обязательно надо следовать.
В конце времени прогрева детали также одновременно снимают. У мастера есть секунды для их соединения и придания правильного положения. Детали с усилием заводятся друг в друга. Легкая корректировка допускается в первые 1-2 секунды. Детали удерживаются без изменения положения все время, отведенное на фиксацию.
Готовый узел не должен использоваться и испытывать нагрузки все время, предусмотренное для полимеризации полипропилена.
Перед первой пайкой полипропиленовых труб рекомендуется купить соединительные элементы и трубы для тренировки. При успешной пайке образовывается буртик в 1 мм, не портящий внешнего вида изделия.
Пайка полипропиленовых труб своими руками: правила монтажа, советы, ошибки
Старые трубы, отслужившие свой век, рано или поздно приходится менять каждому хозяину. Одними из достойных противников массивным чугунным или металлическим изделиям не так давно стали легкие и надежные полипропиленовые трубы. Не самая последняя причина популярности данного материала — возможность самостоятельного монтажа. Пайка полипропиленовых труб своими руками не настолько сложна, чтобы домашний мастер не мог с ней справиться в одиночку, однако каждая работа требует как своего инструмента, так и определенных знаний. Понимание того, с чем придется столкнуться на практике, поможет избежать многих ошибок, неизбежно подкарауливающих каждого новичка.
Свойства и разновидности труб

Полипропилен (PP, ПП) — продукт полимеризации пропилена — твердое белое вещество. Чтобы придать ему цвет, в материал специальные органические красители, пигменты. В промышленности используют полипропилен (гомополимер), имеющий изотактическую структуру, которую отличает твердость, морозо- и термостойкость, повышенная прочность, устойчивость против агрессивных реагентов.
Трубы для водоснабжения производят из первичного полипропилена PPR третьего типа. Материалы в состоянии:
- выдерживать высокое давление (10-25 атмосфер);
- быть надежными в эксплуатации более 50 лет;
- противостоять температуре до +95° (трубы для ГВС).

Есть у полипропилена один существенный недостаток — линейное расширение при нагревании. Он приводит к провисанию этих пластиковых трубопроводов ГВС. Для снижения риска деформации, увеличения прочности данные изделия усиливают армированием (стекловолокно, алюминиевая фольга) — внешним или внутренним. Такая защита позволяет использовать полипропиленовые трубы не только для водопроводов, но и в системах отопления.
Минус алюминиевого армирования — сложности, возникающие у домашнего мастера в процессе монтажа: как внешний, так и внутренний пояс металла требует разного подхода к пайке трубопровода.
Марки труб
Сейчас выпускают несколько разновидностей изделий, все они в некоторой степени отличаются свойствами, характеристиками, а значит, предназначением. Существует 4 марки, цифры означают максимальное значение давления (атмосферы), которые они способны выдерживать.

- PN 10. Материал, имеющий самую бюджетную стоимость. Объясняется она не слишком выдающимися характеристиками. Приобретают эти трубы для холодного водоснабжения, в исключительных случаях — для монтажа подводки к контурам систем «теплого пола», если максимальная температура не будет превышать 45°.
- PN 16. Это самые популярные трубы для холодного водоснабжения с высоким давлением, а также для низкотемпературного отопления, так как максимально допустимая температура составляет 60°.
- PN 20. Универсальный материал, который можно использовать для холодного или горячего водоснабжения, а также в автономных отопительных системах, где нет опасности гидроударов. Марка Gf-PPR PN 20 имеет стекловолоконное армирование. Температура теплоносителя не должна подниматься выше 80°.
- PN 25. Это самые прочные трубы, которые можно использовать для холодного либо горячего водоснабжения, в домах (квартирах) с любой системой отопления. Для марки Al-PPR PN 25 характерно внешнее армирование алюминием, для PERT-Al-PPR PN 25 — внутреннее. Максимальная температура — 90-95°.
Меньшая температурная деформация (в три-пять раз) армированных моделей — причина, по которой их рекомендуют для прокладки труб ГВС. Последние полипропиленовые изделия (PN 25) чаще покупают для монтажа отопительных систем, а также для подключения таких трубопроводов к металлическим.
Способы соединения полипропилена

Этот полимер термопластичен: при нагревании он быстро размягчается. Когда одновременно и равномерно разогреваются две детали, молекулы вещества приникают друг в друга. Это называется полифузией. После того как соединенные материалы остывают, их технические характеристики совершенно не меняются, поэтому при качественно проведенной работе узел получается крепким, монолитным.
Такой способ соединения элементов трубопровода называют полифузной сваркой. Так же часто встречается определение «пайка». Оба слова обозначают один и тот же процесс, разницы между двумя понятиями не существует. Обычно на практике используют два метода стыковки деталей — муфтовый и прямой.
Муфтовая сварка
Этот способ более популярен по простым причинам — он доступен, прост, необходим всегда. Для соединения двух элементов — участка трубы и муфты (тройника, крана, фитинга с резьбой и т. п.), имеющей внутренний диаметр меньше, чем наружный у трубы.
На нагревательный прибор в этом случае устанавливают металлические насадки (муфту и дорн) под трубу и необходимый для соединения элемент. После получения оптимального нагрева обе детали снимают с инструмента и сразу соединяют.
Прямой (стыковой) метод
Это способ предполагает простую стыковку элементов одинакового диаметра торцами. Их нагревают, а затем быстро соединяют. На первый взгляд, кажется, что такая операция совсем элементарна, не это совсем не так. Технология эта чаще используется в промышленности.
Метод сложен, особенно в домашних условиях, так как требуется соблюсти соостность соединения, идеальную по точности. Еще одна ахиллесова пята стыкового способа — ненадежность, поэтому популярность его среди домашних мастеров невелика.
Холодная пайка (сварка)

Такой метод нельзя назвать грозным конкурентом горячих видов соединения. На полипропиленовые трубы наносят клей, активным компонентом которого является сильный растворитель. Когда он размягчает соединяемые участки, их вставляют друг в друга.
Огромный недостаток — отсутствие гарантии герметичности, прочности труб. Еще один минус — длительное высыхание «сваренных» элементов: нужны как минимум сутки. Поэтому данный метод не нашел большой армии сторонников. Его «законная» ниша — трубы из ПВХ.
Самый надежный (и нужный) способ в домашних условиях — муфтовая сварка. Именно о ней и пойдет дальнейшее повествование.
Паяльные инструменты, материалы

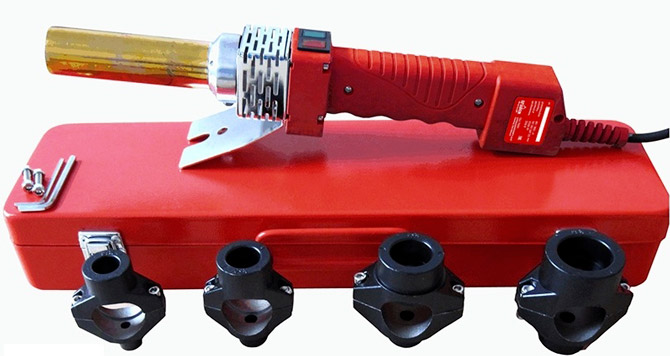
Сварочный аппарат (паяльник) — предмет первой необходимости. Основа бытовых нагревательных приборов — плоский массивный элемент, предназначенный для установки насадок (металлических болванок — комплектов «муфта-дорн») различного диаметра, количество их — 2-3.
Паяльники для полипропиленовых труб бывают двух типов: с цилиндрической и с плоской нагревательной поверхностью. Цена последних устройств не слишком велика, а для разовых работ они вполне подходят. Аппараты с цилиндрической поверхностью — инструменты профессиональные, их используют для монтажа в труднодоступных местах.
Некоторые из моделей оснащают термостатами для поддержания оптимальной температуры, это будет «платным бонусом» для любого мастера. Если покупать аппарат большого смысла нет, то прибор можно арендовать.
Кроме устройства для пайки мастеру понадобятся:
- ножницы — труборез для полипропилена;
- карандаш, рулетка, угольник;
- торцеватель-фаскосниматель — для удаления внутреннего армирования;
- шабер (иначе шейвер) — для «избавления» от внешнего его слоя;
- ветошь и обезжириватель: изопропиловый либо этиловый спирт.
Болгарка или ножовка в этом случае — вариант не из самых лучших, так как поверхность получится неровной. Шаберы и торцеватели бывают не только ручными, но и механизированными — предназначенными под дрель. Последние модели хороши для больших объемов, однако они требуют от мастера некоторого опыта. Любая работа с серьезным высокотемпературным оборудованием требует присутствия толстых перчаток.
Проведение сварочных работ
Пайка полипропиленовых труб своими руками — совсем не безобидное занятие. В процессе нагрева и плавки этого пластика выделяются токсичные вещества, поэтому важно обеспечить очень хорошую вентиляцию помещения. Либо работать на улице.
Подготовка изделий

В соответствие с монтажной схемой, которую рекомендуют заранее рисовать непосредственно в месте, где будут располагаться трубы, подбирают трубу и фитинги соответствующего диаметра. Небольшое отклонение в диаметрах в этом случае вполне допустимо.
- Полипропиленовые трубы разрезают труборезом. Если производят пайку армированных изделий, то шейвером либо торцевателем удаляют алюминиевый слой. Не следует сразу делать заготовки для всех участков, потому что в процессе работы почти всегда возникает необходимость коррекции длины некоторых элементов.
- Обрабатывают те поверхности (внутреннюю, внешнюю) деталей, которым предстоит соприкасаться. С ролью обезжиривателя хорошо справляется даже спиртовая салфетка. В дальнейшем эти участки руками уже не трогают. Данный этап позволит не только получить качественный шов, но и убережет насадки от быстрого появления нагара.
- На обоих элементах карандашом размечают границы для соединений — длину свариваемого пояса. На трубе метка нужна в любом случае, на второй детали — если крайне важен угол относительно оси.
Нагрев полипропилена

На паяльник устанавливают комплект насадок подходящего диаметра. Аппарат соединят с сетью, если нужно, то выставляют температуру 260°. Никаких отклонений для значения не предусмотрено, отличается лишь время обработки разных марок. Все рекомендации можно заранее прочитать в паспорте аппарата. Разогревается он 10-15 минут. Пайка полипропиленовых труб своими руками, как и их подготовка, тоже производится в несколько этапов.
- Трубу и соединительный элемент вводят одновременно: первую, до отметки, в муфту, вторую — в дорн.
- После выполнения этой операции засекают время прогрева, разное для каждого диаметра. Любая передержка станет причиной деформации изделия.
- По истечению срока обе детали, слегка проворачивая, вынимают из нагревательных элементов, быстро вставляют друг в друга, мгновенно корректируют соостность (1-2 секунды), затем заводят до отметки. На этом этапе проворачивать детали уже недопустимо. В противном случае грозит неравномерное распределение пластмассы, о оно чревато нарушением целостности шва.
- Удерживают соединение до его остывания, не допуская ни малейшего смещения.
- К тесту системы приступают спустя 1-2 часа.

Есть некоторые примечания к приведенной таблице:
- при пайке тонкостенных труб PN 10 время их прогрева сокращают наполовину, а сопрягаемую деталь греют «по правилам», ориентируясь на таблицу;
- в холодном помещении (на улице), где температура ниже отметки в 5°, время прогрева увеличивают вдвое.
Предварительная практика в этом случае не помешает, она спасет от брака и возможных протечек. Для тренировки и полноценного теста можно взять самые недорогие изделия, чтобы провести пробные пайки.
Как поступают с армированием?
Любой слой алюминия — на поверхности либо в глубине полипропилена — автоматически сделает пайку невозможной. Если армирование находится на поверхности, то труба не войдет ни в сопрягаемый элемент, ни в нагревательную муфту. Этот слой счищают до основного материала.
Наружная защита
Трубу вставляют в шейвер, затем начинают проворачивать, удаляя мешающий слой металла. Обработку заканчивают, когда изделие упирается в дно инструмента. В этом случае необходимости в предварительной разметке нет. Готовую, прогретую трубу вставляют в соединительный элемент до упора: нельзя оставлять снаружи даже миллиметр незащищенного материала.
Внутренняя защита
Алюминий, спрятанный в толще, тоже требует обрезки: металл, контактирующий с водой, в скором времени начнет корродировать, а жидкость станет причиной надувания пузырей. В этом случае задача инструмента — закрыть торец расплавленным полипропиленом. Торцеватель вырезает 1,5-2 мм фольги у края трубы, чтобы при сопряжении деталей это место занял пропилен.
Трубы, имеющие в роли защитника стекловолокно, в дополнительно обработке перед пайкой не нуждаются.
«Полевые» испытания системы
После того как закончен монтаж системы, а также подключена вся сантехника, начинают самую ответственную операцию — гидравлические испытания. Согласно строительным нормам, необходимо давление, в 1,5 раза превышающее максимальное рабочее.
В бытовых условиях систему просто продувают напором воды. Перекрыв подачу, все соединения внимательно осматривают. Продолжительность такого контроля протечек рекомендуют делать в течение 15-30 минут, не менее.
Как избежать потенциальных ошибок?

Неспешная, продуманная до мелочей, работа в удобных условиях — хороший шанс избежать самых неприятных ошибок, грозящих переделками либо покупкой нового материала. В первом случае придется удалять дефектный участок, затем снова повторять операцию. Результатом станет увеличение количества швов на магистрали. Поэтому в пайке полипропиленовых труб мелочей нет, заранее учесть необходимо абсолютно все.
Чаще всего выявляются несколько нарушений технологии пайки полипропиленовых труб.
- Пропускают этап обезжиривания свариваемых поверхностей. Некоторые и вовсе считают его лишним. Однако даже крохотные капли воды становятся причиной снижения качества шва: материал становится пористым.
- Не до конца углубляют трубу в фитинг либо, наоборот, слишком сильно заводят ее в элемент, из-за чего внутри образуется крупный шов, затрудняющий ток воды.
- Нарушают продолжительность прогрева: чрезмерная длительность и короткое время одинаково опасны. В обоих случаях пострадает качество шовного соединения.
- Делают недостаточный длинный срез арматурного слоя на торцах изделий, либо удаляют его не полностью. В последнем случае полипропилен не сможет обезопасить металл.
- Корректируют шов после рекомендованного времени, не обеспечивают его неподвижность во время застывания. О надежности такого соединения говорить уже не приходится.
- Торопятся открывать воду, хотя рекомендуется делать проверку спустя час или два после монтажа полипропиленовых труб. Это время необходимо для восстановления молекулярной структуры полимерного материала.
- Покупают качественный материал, но от разных производителей. В этом случае вина в разном химическом составе, а значит, в отличающихся технических характеристиках изделий.
- Не очень корректно делают срез, который в идеале должен составлять ровно 90°.
Нельзя сказать, что пайка полипропиленовых труб своими руками — суперлегкая операция. В любом деле опыт имеет огромное значение, а в тех работах, что напрямую касаются подобных «жидких и горячих» коммуникаций, навыки — первая необходимость. Поэтому тренировка — единственный путь обезопасить себя и соседей от потенциального потопа.
Особенности этой, почти хирургической, операции тоже лучше не раз увидеть воочию, а в этом помогут живые уроки — видеоинструкции. Одну из них, очень популярную, можно посмотреть у нас:






