- Как правильно паять трубы отопления?
- Виды труб для отопительных систем
- Способы пайки
- Как варить трубы из полипропилена (инструкция)
- Меры безопасности
- Секреты качественной сварки труб
- Пайка полипропиленовых труб инструкция: технология и пошаговые действия по пайке полипропиленовых труб
- Типы труб
- Порядок проведения работ
- Этап #1 — подготовка сварочного аппарата
- Этап #2 — подготовка трубы
- Этап #3 — разогрев деталей
- Этап #4 — сваривание элементов
- Этап #5 — охлаждение соединения
- Необходимый инструмент
- Типичные ошибки
- Ошибки при пайке полипропиленовых труб
- Как проводится пайка полипропиленовых труб
- Общие технологические приемы сварки полипропиленовых труб
- Особенности работы с трубами, имеющими алюминиевое армирование
- Что потребуется для проведения монтажных работ
- Где применять?
- Типы соединения полипропиленовых труб
- Муфтовая сварка
- Стыковая сварка
- Холодная сварка
- Способы соединения полипропиленовых труб
- Влияние ошибок на качество сварки
- Специфика работы в условиях отрицательных температур
- Инструмент для пайки полипропилена
- Соединение труб армированных алюминием
- Заключение
Как правильно паять трубы отопления?
Автономную систему отопления выгодно монтировать из пластиковых материалов. Так поступает большинство индивидуальных застройщиков. Современные трубы и фитинги из полипропилена отлично выдерживают нагрузки, их можно недорого купить и самостоятельно смонтировать.

Однако, чтобы работа была качественной, а коммуникации работали исправно, необходимо правильно выбрать материал, а также знать, как паять трубы отопления и соблюдать инструкцию по технике безопасности.
Виды труб для отопительных систем
Для монтажа систем отопления подходят традиционные металлические трубы и полимерные, с некоторыми оговорками по условиям их эксплуатации.
Виды труб для отопительных систем:
- Стальные. Стальная труба без специального защитного покрытия в отопительных системах используется повсеместно в многоквартирных домах. Сталь хорошо выдерживает тепловые нагрузки, повышенное давление в магистрали. Недостатком является их подверженность коррозии. В условиях агрессивных добавок, применяемых в промышленных теплосетях, сокращает их срок службы значительно. Для индивидуальных застройщиков стальные материалы представляют трудность в плане самостоятельного монтажа.
- Оцинкованные стальные коммуникации. Оцинкованные материалы более долговечны, чем стальные необработанные. Но и стоимость их выше.
- Медные. Эти материалы можно назвать аристократами в строительстве отопительных систем. Медные трубы и фитинги долговечны, но дорогостоящи. Их монтаж требует специальных навыков.
- Нержавеющая сталь. Трубы из нержавейки относятся к дорогостоящим материалам. Они долговечны, надежны в эксплуатации, то требуют специальных навыков для монтажа трубопровода.
- Металлопластик. Это легкие материалы, удобные для монтажа. В системах отопления используются редко, поскольку в подобных условиях эксплуатации имеют небольшой срок службы.
- Полимерные материалы. Для отопления используют трубы из полипропилена. Это недорогие коммуникации, которые при желании может смонтировать непрофессионал. Трубы не подвержены коррозии. При качественной сборке коммуникации из полипропилена служат десятилетия. Недостатком их является ограничение допустимой температуры теплоносителя и давления в системе. Однако для бытовых, автономных систем отопления трубы из полипропилена подходят идеально.

Обратите внимание! К общим недостаткам металлических коммуникаций можно отнести их высокую теплопроводность. Это свойство металла значительно увеличивает потери тепла при транспортировке теплоносителя.
Трубы отопления из полипропилена лишены многих недостатков металла. Процесс их соединения называется пайкой или сваркой.
Для монтажа пластика потребуется специальный инструмент, подробная инструкция о том, как паять трубы отопления. Работа не представляет сложности. После некоторой тренировки качественное соединение выполнит и непрофессионал.
Способы пайки
Существует 3 способа соединения пластиковых труб и фитингов, два из которых термические:
- Диффузионная сварка при помощи специального паяльника. Основана на процессе молекулярной диффузии (смешивания) органических полимерных материалов при нагревании их до температуры плавления.

- Диффузионная сварка с использованием специальных электрофитингов. Основа процесса аналогична первому способу. Отличие заключается в технологии – здесь требуются специальные, дорогостоящие фитинги с вживленными электродами. Электрофитинги позволяют смонтировать систему отопления без использования паяльника.
- Химическая сварка (холодный способ соединения пластиковых деталей). Холодная сварка основана на химическом «расплавлении» полипропилена. Детали смазывают специальным составом и соединяют.



Обратите внимание! Для монтажа системы отопления подходят только первые два способа пайки. Холодная сварка не дает достаточной прочности соединения для монтажа отопительных систем.
Схематично процесс пайки можно описать следующим образом:
- конец трубы отопления и фитинг нагревают;
- соединяют в нагретом состоянии;
- удерживают в требуемом положении до остывания.
Результатом является крепкое, на уровне молекул, соединение деталей. В результате правильно проведенной пайки, мастер получает цельное соединение, которое при разрезе не имеет видимых границ стыковки.
Как варить трубы из полипропилена (инструкция)
Для работы вам понадобятся следующие инструменты:
- Паяльник для полипропиленовых материалов. Это специальный прибор, который работает от электросети. На паяльнике имеется нагревательный элемент в виде пластины (мечевидный) или трубки (цилиндрический). Конфигурация аппарата значения для качества пайки не имеет. На нагревательный элемент паяльника закрепляют насадки, которые соответствуют диаметру труб отопления (от 16 до 32 мм). Достаточная мощность для бытового использования от 800 до 1200 Ватт.
- Ножницы для пластика или ножовка для разрезания труб.
- Шейвер для снятия фаски или острый нож для зачистки края заготовок.
- Линейка, маркер, угольник для разметки.
Предварительный этап включает создание плана и чертежа будущей системы отопления. Далее нарезают трубы необходимого размера. Пайку проводят поэтапно, собирая отдельные узлы коммуникации на горизонтальной поверхности. После, готовые участки собирают в единую систему.
Пошаговая инструкция проведения пайки труб отопления:
- Паяльный аппарат устанавливают на полу, закрепляют на нем насадки нужного диаметра, включают в сеть.
- Дожидаются, когда паяльник наберет нужную температуру (для полипропилена 260 градусов). Одновременно надевают на одну насадку фитинг, во вторую вставляют конец трубы. Предварительно на трубе делают метку глубины пайки.
- Выдерживают детали необходимое время, оно зависит от диаметра соединяемых частей.
- Одновременно, двумя руками снимают нагретые детали и соединяют их между собой.
- Держат неподвижно до отвердевания полимера.
Обратите внимание! Для удержания паяльника удобно его зажимать между колен, расположившись соответственно на полу.
Паять трубы отопления из полимерных материалов достаточно просто. Главное делать все операции по инструкции одновременно, быстро и точно.
В процессе работы паяльник из сети не выключают.
Таблица времени нагрева, остывания деталей в зависимости от их диаметра. Данные временные интервалы даны для температуры воздуха при пайке в 20 градусов тепла. Если температура окружающей среды отличается, то потребуется коррекция времени.
| Диаметр материалов | Интервал нагрева (в сек.) | Интервал сварки (в сек.) | Интервал остывания (в сек.) |
|---|---|---|---|
| 16 | 5 | 6 | 3 |
| 20 | 5 | 6 | 2 |
| 25 | 7 | 10 | 2 |
| 32 | 8 | 10 | 4 |
Меры безопасности
При работе с нагревательным аппаратом необходимо соблюдать меры индивидуальной защиты:
- Паяльник должен быть установлен на горизонтальной поверхности в свободном от материалов месте.
- На мастере должны быть обязательно защитные перчатки (для работы с горячими инструментами), удобная спецодежда.
- Не следует наклоняться над плавящимся пластиком, поскольку в процессе выделяются вредные пары.
- Помещение должно быть относительно чистым. Рабочая поверхность — свободной от пыли, мусора.
- Соединение вилки паяльника с сетью должно быть плотным, шнур свободным.
Предварительный прогрев сварочного инструмента проводят 20 минут, если на нем нет соответствующего индикатора.
Секреты качественной сварки труб
Для того, чтобы пайка труб отопления была качественной, а соединение безупречным, необходимо знать небольшие секреты этого процесса:
- Труба не должна входить в фитинг в холодном состоянии.
- Операцию по насадке деталей на паяльник проводят одновременно, с нажимом, но без подкручивания.
- Соединение деталей проводят без лишнего нажима и без прокручивания.
- Детали удерживают в фиксированном состоянии до полного остывания.
- Результатом качественного соединения является равномерный наплыв пластика по диаметру трубы около фитинга.
Если вы собираетесь паять трубы отопления впервые, то приобретите пару дешевых фитингов и некоторый запас трубы. Предварительно потренируйтесь, чтобы почувствовать и понять физические качества холодного и расплавленного материала. Для самоконтроля разрежьте ваше соединение, посмотрите на качество пайки изнутри.
Пайка полипропиленовых труб инструкция: технология и пошаговые действия по пайке полипропиленовых труб
Типы труб
Многие упускают этот момент, а зря. Качество и возможность соединения труб путем пайки напрямую зависит от их типа. Вот несколько самых важных пунктов:
Толщина стенки. От нее зависит время нагрева трубы. Чем толще стенка, тем дольше придется нагревать трубу или большую температуру ставить.
Внешнее или внутреннее армирование. Это крайне важный этап, о котором многие умалчивают. Некоторые трубы для увеличения прочности усиливаются металлом. Данная защита может располагаться как внутри трубы, так и снаружи. При работе с такими трубами существуют тонкости, которые стоит учитывать.
Также смотрите таблицу соответствия маркировок сфере применения.
Сфера применения и особенности
Для подачи холодной воды, в системах теплых полов с подогревом до 45С. Имеет тонкие стенки.
Используется на водопроводах с высоким давлением и на отопительных магистралях с пониженным давлением.
Труба универсального назначения. Подача воды с температурой не выше 85С
Горячее водоснабжение, отопление. Подача воды до 95С. Армирована фольгой.
Трубы последнего типа используют для подключения пластиковых трубопроводов к металлическим.
Порядок проведения работ
Рекомендуемая технология пайки полипропиленовых труб предполагает несколько этапов.
Этап #1 — подготовка сварочного аппарата
Прибор должен быть установлен на ровную поверхность так, чтобы он был легкодоступен. Перед началом работ нужно определить, трубы каких диаметров предстоит паять и приготовить нужные нагревательные элементы. Конструктивные особенности прибора позволяют использовать сразу несколько насадок.
Рекомендуется установить все, что нужно до разогрева прибора. Аппарат разогревается равномерно, поэтому место расположения нагревательного элемента не влияет на температуру насадки. Их закрепляют так, как будет наиболее удобно для работы. Для установки насадок пользуются специальными ключами. На контрольной панели прибора выставляется нужная температура, для полипропиленовых труб это 260°. Аппарат включается и разогревается, что занимает примерно 10-15 мин.
При отрицательных температурных значениях сварка запрещена. Кроме того время пайки полипропиленовых труб зависит от температуры в помещении: в жару оно сокращается, в холод – увеличивается.
Этап #2 — подготовка трубы
При помощи трубореза или специальных ножниц деталь обрезается под прямым углом. Место среза очищается и вместе с фитингом обезжиривается при помощи мыльного или спиртового раствора. Детали хорошо просушиваются. Если работы проводятся с трубами марки PN 10-20, можно выполнять сварку. Если с PN 25, нужно дополнительно зачистить верхние слои алюминия и полипропилена. Выполняется работа с помощью шейвера точно но на глубину сварки, которую можно определить по величине насадки сварочного аппарата.

Резать полипропиленовую трубу нужно только под прямым углом
Этап #3 — разогрев деталей
Элементы надеваются на насадки аппарата нужного диаметра. Труба вставляется в гильзу до ограничителя, показывающего глубину сварки, а фитинг устанавливается на дорн. Время нагрева деталей строго выдерживается. Для каждого типа труб оно разное, значения можно посмотреть в специальной таблице.










Этап #4 — сваривание элементов
Разогретые детали снимаются с аппарата и уверенным быстрым движением с соблюдением соосностей элементов соединяются друг с другом. Соединяя детали их нельзя проворачивать по оси или изгибать. Так же нужно строго следить за тем, чтобы труба вошла на глубину, определенную внутренней границей раструба фитинга.

Детали разогреваются строго определенное время
Этап #5 — охлаждение соединения
Разогретым деталям необходимо дать остыть, особенно это важно для тонкостенных труб. Любые деформации деталей в это время недопустимы, они могут привести к запаиванию внутреннего просвета трубы
После полного остывания детали необходимо продуть или пропустить через них воду, чтобы убедиться в их проходимости.
Необходимый инструмент
 Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Аппарат для сварки пластиковых труб зачастую продают совместно с насадками разного диаметра, (чтобы была возможность состыковывать трубы различных сечений) покрытых тефлоном. Так же для работы нам понадобиться следующий инструмент.
- Резак для трубного сортамента. Этот инструмент тоже дополняет комплектацию описываемого устройства.
- Шейвер. Это приспособление предназначено для армирующей прослойки на усиленных трубных изделиях.
- Линейка.
- Средства, которыми выполняют обезжиривание.
- Фитинги.
- Хорошо подточенный нож.
- Маркер и ветошь.
- Напильник.
Типичные ошибки
Новички в сантехнических работах и мастера-самоучки, которые хотят сэкономить на услугах профессиональных монтажников, часто совершают одинаковые ошибки. На первый взгляд, это мелочи, но они приводят к тому, что система быстро выходит из строя.
Чего не стоит делать при монтаже ПП-труб своими руками:
Чрезмерно спешить. Сварка ПП-труб требует некоторой оперативности. Но это относится только к скорости соединения деталей, пока они еще горячие. В остальном спешка имеет негативные последствия. Чаще всего начинающие мастера просто не дают паяльнику нагреться до нужной температуры. В результате «сцепляемость» деталей плохая.У нерасторопных монтажников другая проблема – они прогревают детали до нужной температуры, а потом долго прилаживаются, прежде чем вставить трубу в фитинг. За эти несколько секунд температура изделий падает, а вместе с ней падает и качество диффузии.
- Полагаться на температурные показатели встроенного в паяльник термометра. Если оборудование старое или от недобросовестного производителя, необходимые 260-270 градусов на дисплее могут появиться из-за сбоя в работе. Реальная температура насадок часто бывает ниже этого параметра. Для страховки её нужно проверять контактным термометром. Стоит такой девайс недорого, а в хозяйстве пригодится не только для работы с паяльником.
- Перегревать пропиленовые изделия. Новичкам может показаться, что чем дольше греть, тем лучше получится соединение. На деле это не так. Если растопить пластик слишком сильно, то в трубе образуется наплыв. Он будет препятствовать свободному течению жидкости по трубопроводу или вовсе закупорит отрезок трубы.
- Сваривать трубы на улице в холодную погоду. При низких температурах детали остывают слишком быстро, как и соединительный шов. Они не успевают надежно схватиться.
- Не очищать трубы и насадки от пыли и жира. Это также негативно сказывается на качестве соединения.
- Не торцевать трубы с алюминиевой армировкой. Температура и время плавления у алюминия и пропилена разные. Хотя алюминий относится к антикоррозийным материалам, из-за него трубы могут протекать.
- Монтировать сразу все элементы трубопровода на полу (столе, земле). Такой конструктор потом уже невозможно установить по схеме.
- Использовать для горячего трубопровода тонкостенные трубы. Они не выдержат высоких температур, вытянутся и со временем лопнут.
- Резать трубы ножовкой или электролобзиком без последующей зачистки среза наждачной шкуркой.
- Пытаться ускорить процесс остывания трубы холодной водой или воздухом.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.








Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Как проводится пайка полипропиленовых труб
Инструкция по пайке любых полипропиленовых труб посредством термического воздействия на изделия предполагает соблюдение стандартизированных либо рекомендуемых производителем временных промежутков. Они распространяются на разогрев и формирование узлового соединения между элементами магистрали. Сам процесс осуществляется по-разному в зависимости от используемого оборудования и размеров элементов трубопровода.
Общие технологические приемы сварки полипропиленовых труб
Как правильно паять полипропиленовые трубы большого диаметра? Процесс стыковой сварки включает два шага. Заготовки предварительно устанавливаются и фиксируются на оборудовании в заданном положении. Кромки сразу обеих частей подвергают обработке торцевателем (специальный вращающийся диск). Далее его заменяют нагревательным плоским элементом. После его устранения спустя определенное технологией время заготовки с расплавленными кромками прижимают друг к другу для осуществления процесса полифузии.
Муфтовая технология сварки требует внимания относительно времени на расплавление стенок и сжатие элементов.
 Алгоритм действий при сварке муфтовым методом
Алгоритм действий при сварке муфтовым методом
Ниже представлена таблица температур пайки для тонкостенных полипропиленовых труб, на которую стоит опираться особенно начинающему мастеру.
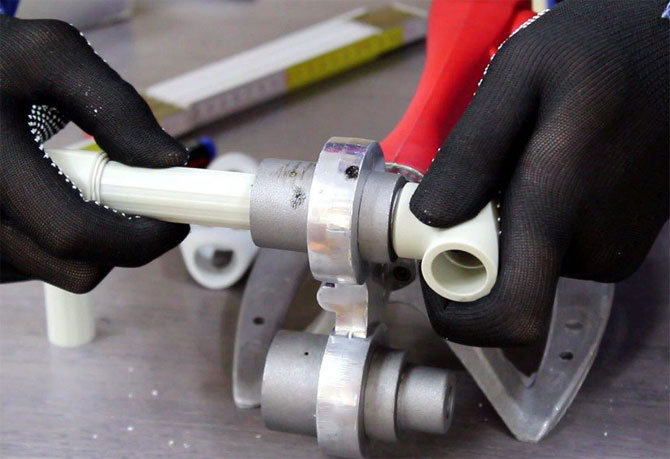
Формирование стыка происходит посредством внутренней стенки фитинга и наружной у трубы. Участки подвергают термическому воздействию посредством специальных насадок на паяльное оборудование, разогретого до температуры +260℃. Далее заготовки вставляют друг в дружку и удерживают фиксацию в течение минимально необходимого времени.
Особенности работы с трубами, имеющими алюминиевое армирование
 Полипропиленовые трубы с армированием
Полипропиленовые трубы с армированием
Полипропилен обладает свойством теплого расширения, что ограничивает использование материала в условиях с высокой температурой, перепадов ее показателей. Недостаток исправлен путем армирования труб алюминием либо стекловолокном. В случае с первым затруднения во время пайки и эксплуатации магистралей не возникают.
Металлическое армирование может быть установлено с внутренней стороны изделий либо под внешней оболочкой. Наружный слой с алюминиевой фольгой перед пайкой подлежит устранению. Причин тому три:
- требуется дополнительный нагрев;
- металлопластиковые заготовки имеют больший наружный диаметр, чем без армирования или со стекловолокном;
- алюминий с полимером в процессе сварки образуют слабое соединение.
Для проведения работы используется шейвер — дюралюминиевый полый цилиндр с расположенными внутри стальными лезвиями. Дополнительно для удобства пользования может быть вставлена съемная рукоятка в виде стержня. Здесь заранее предусмотрено ограничение по толщине среза и глубине обрабатываемого участка, поэтому отслеживать параметры нет необходимости.
 Шейвер
Шейвер
Внутреннюю зачистку проводят, чтобы исключить прямой контакт алюминия с транспортируемой жидкостью. Это может привести к активации электрохимических процессов, разрушению армирующей фольги, расслоению трубы, разгерметизации контактного узла. Здесь используют для подготовки заготовок к сварке торцеватели. Это приспособление схоже по строению с шейвером, только лезвия здесь расположены на внутреннем торце.
 Торцеватель
Торцеватель
Что потребуется для проведения монтажных работ
Работа с полипропиленовыми трубами заключается в раскрое заготовок, подготовке торцевых кромок к монтажу, термической обработке элементов и формировании стыка. Реализация проекта требует наличия небольшого арсенала инструментов для пайки:
- измерительные приборы, слесарный угольник и разметочные материалы (карандаш, маркер);
- роликовый труборез или специальные ножницы;
- ветошь с обезжиривателем;
- аппарат для пайки тех или иных полипропиленовых труб;
- плотные перчатки с антискользящим покрытием.
 Набор для монтажа полипропиленового трубопровода
Набор для монтажа полипропиленового трубопровода
Режущий инструмент должен быть удобным, исправным. Лезвие проверяют на наличие дефектов, заточку. Если есть возможность – исправляются недостатки, если нет – приобретают новые ножницы
Важно также отслеживать перпендикулярность реза, который должен быть чистым и ровным. Подобные требования исключают применение ножовочного полотна (пила, лобзик) или болгарки
 Ножницы для резки полимерных изделий
Ножницы для резки полимерных изделий
Чтобы обеспечить герметичное и надежное соединение между полипропиленовыми заготовками, необходимо подготовить рабочие кромки. Процесс включает устранение пыли, грязи, заусенцев, влаги, а также обезжиривание поверхностей. Для этого можно использовать готовый общестроительный состав или спирт (этиловый, изопропиловый).






Для масштабных проектов с трубами большого диаметра применяют механическое, электрогидравлическое оборудование. В состав таких приборов входят станина, блок управления, захваты с уплотнителем, торцеватель, дисковый нагревательный элемент, динамометр. Фиксация, смещение и корректировка положения полимерных заготовок осуществляется передвижными центраторами. Они управляются вручную посредством рычага. Другой вариант предусматривает наличие гидравлического привода.
 Установка для стыковочной сварки
Установка для стыковочной сварки
Сварочный аппарат для работ с трубами малого диаметра и толщины конструктивно представлен подставкой, ручкой, блоком регулировки, нагревательным элементом в виде зауженной пластины (мечевидный) или штыря (цилиндрический). К последним крепят специальные насадки (гильза-дорн) различных диаметров. Как правило, допустима установка одновременно нескольких сменных снастей (под отверстия или в виде хомутов), чтобы проводить беспрерывный монтаж магистралей из разноразмерных каналов. Для крепления деталей в комплектацию входит шестигранный ключ.
 Паяльное оборудование для монтажа водопровода, систем для отопления в доме или квартире
Паяльное оборудование для монтажа водопровода, систем для отопления в доме или квартире
Где применять?
Полипропиленовые трубы – многофункциональная вещь в хозяйстве.
Вот что можно из них сделать:
- Систему водопровода. Для холодного водоснабжения подойдет неармированная тонкостенная или толстостенная труба. Она дёшево стоит, легко монтируется, отлично справляется с транспортировкой воды температурой до 45 градусов.
- Систему горячего водоснабжения. По трубам с маркировкой NP20 или NP25 можно смело подавать воду температуры кипения. Пропилен начинает плавиться лишь при 170 градусах.
- Систему централизованного отопления в коттедже, доме или на даче. Для этого нужно выбрать трубы большого диаметра со стекловолокном. Они надежные и не требуют сложной зачистки. Пайка таких труб проходит на ура. Теплопроводное удлинение труб со стекловолокном в 10 раз меньше, чем без него – всего 1,5 см. За счёт этого трубы не провисают и не деформируются.
- Водяной тёплый пол. Если тепла от трубопроводов с горячей водой не хватает, монтируют систему тёплого пола. Минус такого пола в том, что невозможно свернуть трубу с маленьким шагом. Плюс – в экономичности обслуживания системы и ее сроке службы. Срок службы водяного тёплого пола – около 50 лет. При этом систему можно монтировать прямо в стяжку пола.
- Предметы быта. Из обрезков труб можно сделать полезные вещи для прихожей, балкона, гаража, мастерской, детской комнаты. При помощи тройников, муфт и фрагментов трубы собирается любой предмет геометричной формы – полка для обуви, подставка для цветов, вешалка для одежды, сушилка или мусорная корзина. Все, на что хватит фантазии и остатков материала. Удобно собирать для маленьких детей игровые площадки, качели, домики. Если добавить сетку, получатся отличные ворота для детского футбола.
- Элементы декора. Используя уголки и переходники, можно собрать книжную полку в лофт-стиле. Короткие обрезки разного диаметра пойдут для создания рамки для фото или зеркала, светильников, цветочных горшков и ваз.
Типы соединения полипропиленовых труб
При нагревании полипропилена происходит взаимная диффузия – смешивание частиц. Что характерно, при остывании обратной реакции не происходит, деталь становится монолитной. Это качество и используется при соединении двух труб. Рассмотрим, какими способами достигается результат.
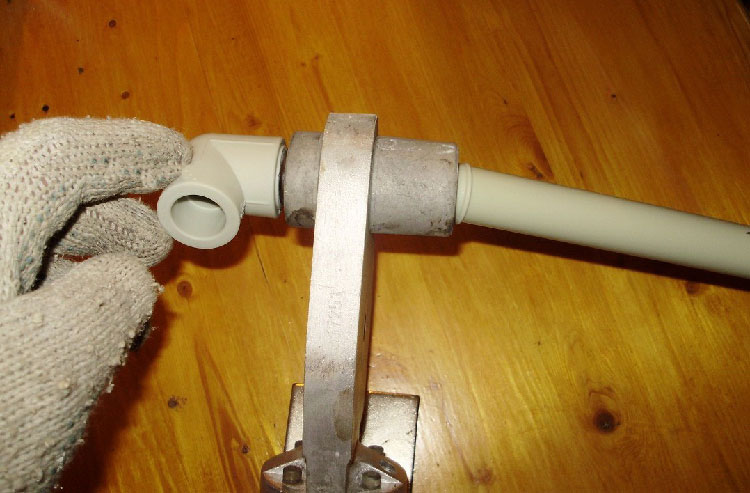
Муфтовая сварка
Данный принцип наиболее популярен за счет своей простоты и доступности. Для соединения труб одинакового диаметра используется специальная деталь – муфта. Её внутренний диаметр чуть меньше, чем внешний свариваемых труб.
Сварка происходит за счет нагрева и расплавления внешней поверхности трубы и внутренней поверхности муфты. Затем трубу вставляют в муфту, операцию повторяют с другой её частью, и соединение готово.
Стыковая сварка
Этот принцип применяется на производстве. Для соединения труб с одинаковым диаметром их бортики расплавляют, а затем соединяют в стык. Метод сложен тем, что необходимо обеспечить идеально-точную соосность, что невозможно в домашних условиях.
Холодная сварка
Холодная сварка (с помощью клея) – еще разновидность соединения. На трубу наносится специальный клей, в составе которого имеется сильный растворитель. Он размягчает поверхности труб и их можно вставить друг в друга.
Большим недостатком данного метода является малая прочность и герметичность полученного соединения. Также минусом является длительность высыхания – сутки и более. В этом холодная сварка проигрывает термической.
В домашних условиях целесообразно использовать соединение с помощью муфт. Этот метод и рассмотрим подробнее.
Способы соединения полипропиленовых труб
Сборка трубопровода из полипропиленовых заготовок осуществляется двумя способами: прямой и посредством дополнительных соединительных элементов различного назначения. Первый вариант актуален для элементов, диаметр которых превышает 40-63 мм, так как изделия имеют достаточно толстые стенки
Здесь важно соблюдать несколько условий:
- идентичные размеры в поперечном сечении, толщине;
- точное совпадение торцевых кромок;
- строгая соосность.
 Технология стыковой сварки
Технология стыковой сварки
Метод муфтовой сварки применяется для тонкостенных (до 4,5-5 мм) изделий с наружным диаметром от 16 до 40-63 мм. Подобные заготовки актуальны для устройства водопровода и отопительной системы в жилом секторе. Здесь для сборки магистралей применяются дополнительные соединительные фитинги, один или все патрубки которых изготовлены из термопластичного полимера. Стоит отметить, что внутренний и наружный диаметр используемых деталей должны быть близки по значениям, но отличаться в большую сторону в пользу второго размера.









 Шов по технологии муфтовой сварки в разрезе
Шов по технологии муфтовой сварки в разрезе
Муфты по назначению классифицируют на несколько основных групп:
- переходники по размерам;
- соединители под разным углом;
- разветвители от одного на несколько каналов;
- элементы с резьбовым наконечником для формирования разборных узлов;
- краны, запорная арматура.
 Многообразие фитингов для полимерных труб
Многообразие фитингов для полимерных труб
Для осуществления пайки полипропиленовых труб в труднодоступных местах и в целом по муфтовой технологии применяется компактное оборудование, доступное для домашнего мастера. Здесь суть сварки заключается в том, что заготовки вставляют в дополнительный соединитель. Метод сравнительно с прямым (стыковочным) проще в реализации, поэтому нередко выполняется без привлечения профессиональной помощи.
Влияние ошибок на качество сварки
Специалисты отмечают, что самые распространенные ошибки заключаются в пренебрежении требованиями по подготовке труб и по временным нормативам. Часто пропускают обезжиривание, невнимательно относятся к состоянию кромок, чистоте и сухости. Подобные ошибки приводят к нарушению монолитности соединения.
 Распространенные последствия совершенных ошибок во время пайки
Распространенные последствия совершенных ошибок во время пайки
Перегрев стенок полипропиленовых труб приводит к зауживанию внутреннего диаметра узлового соединения. Тоже возникает при чрезмерном сжатии. Произвести зачистку протока, как правило, невозможно. А подобная неисправность наряду с перекосами является причиной разрыва или засорения канала.
В редких случаях ранний выход из строя собранной магистрали обоснован разнородными материалами относительно производителя. Это происходит даже после профессионального монтажа. Причина заключается в том, что каждый изготовитель работает по своей технологии, пользуется своей рецептурой. В результате у труб могут оказаться разные нормы нагревания, фиксации и остывания. Поэтому стоит применять заготовки с фитингами от одного производителя.
Специфика работы в условиях отрицательных температур
Проведение монтажных работ в условиях низких температур предполагают внесение изменений в ключевые временные отрезки нагревания и фиксации заготовок. Но этим особенности монтажа не ограничиваются. Воздействие мороза на полимер отражается на показателях твердости материала – он становится хрупким, что осложняет раскрой, требует большего внимания во время транспортировки.
Вопрос хрупкости решается только аккуратностью проведения работ. Лучше производить нарезку в отапливаемом помещении. Предельные значения допустимых температур находятся в диапазоне 0-+5℃. Более низкие показатели приводят к процессам кристаллизации, которые не обходят стороной полимерные материалы. В таких условиях высок риск того, что трубы начнут крошиться.
 Раскрой заготовок в отапливаемом помещении
Раскрой заготовок в отапливаемом помещении
Нормативы относительно термического воздействия определены для комнатных условий. Чем ниже показания термометра, тем дольше нужно нагревать полипропилен. На основании практики мастера рекомендуют сначала довести материал до +20℃, затем пользоваться нормированным таймером. При этом нагревать прибор свыше +260℃ нельзя, так как это может негативно отразиться на качестве труб.
Существует мнение, что все нормативы при работе на морозе нужно увеличивать до 50%. Это абсолютно не применимо ко времени фиксации. Соединение элементов здесь необходимо проводить в ускоренном режиме, чтобы при быстром остывании был возможен полноценный процесс полимеризации. Промедление в этом случае приведет к тому, узел будет низкокачественным, прослужит недолго из-за ранней разгерметизации.
Инструмент для пайки полипропилена
Общепринятое техническое название данного типа инструмента – сварочный аппарат для пайки полипропиленовых труб, монтажники часто называют прибор утюгом для сварки.
Конструктивно аппарат состоит из следующих узлов и комплектующих:
Нагревательного элемента (ТЭНа), выполненного в виде плоской пластины с посадочными отверстиями, или стержня, в стандартном приборе имеются два ТЭНа, второй подключают при пайке труб больших размеров.
Корпуса с ручкой, на котором размещены две кнопки включения нагревательных элементов, два индикатора срабатывания (достижения ТЭНами заданной температуры) и регулятор со шкалой (иногда она дублируется диаметрами труб) для установки температурного режима, обычно температура паяльника не превышает 300 С. Решая, при какой температуре паять пластиковые трубы, опытные специалисты благодаря терморегулятору могут варьировать нагрев труб в широких пределах. К примеру, если стыковка происходит с некоторой задержкой, детали нагревают выше стандарта в 260 °С при соблюдении указанных в инструкции временных интервалов, а затем спаивают.
Комплекта насадок, применяемых при пайке полипропиленовых труб, их стандартные размеры 20, 25, 32, 40, 50, 63 мм, число в комплектации может варьироваться от 3 до 6 типоразмеров.

Рис. 6 Аппараты для сварки полипропиленовых труб
- Мечевидной формы с плоским утюгом, агрегат имеет двустороннюю нагревательную платформу, в которой проделаны 3 сквозных отверстия. В них вставляется резьбовой болт и вкручиваются две насадки по разные стороны – гильза для разогрева наружной поверхности трубы меньшего диаметра и дорн для размягчения внутренней поверхности большей соединительной муфты.
- Стержневого типа, по внешнему виду напоминают женскую плойку для накручивания волос, на стержень может одновременно крепиться 3 насадки, выполненные в виде хомутов с фиксирующими болтами и имеющими гильзу и дорн для размягчения трубных ПП оболочек. Стержневые аппараты также оснащены двумя кнопками включения ТЭНов, светодиодными индикаторами режимов работы и терморегулятором.

Рис. 7 Маркировка ПП труб
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.








Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
 Шейвер
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Заключение
Инструкция как паять пластиковые трубы позволяет понять технологию процесса. Если возникла необходимость в разовых работах, экономически невыгодно покупать электропаяльник для труб, проще взять инструмент в аренду в компании, предоставляющей подобные услуги.
Планируя впервые проводить самостоятельные работы, желательно купить материал с небольшим запасом. Зная только в теории, как паять трубы, прежде чем приступать к работам в доме, необходимо потренироваться. Если опыт получился неудачным, доверьте монтаж или ремонт трубопроводов в доме профессионалам.






