- Как варить полуавтоматом трубы
- #1 ovik
- #2 МИХА75
- #3 ovik
- #4 МИХА75
- #5 ovik
- #6 МИХА75
- #7 МИХА75
- #8 МИХА75
- #9 ovik
- #10 МИХА75
- #11 ovik
- #12 МИХА75
- #13 ARGONIUS
- #14 WebWelder
- #15 AMBIVERT42
- #16 МИХА75
- #17 ovik
- #18 ARGONIUS
- #19 МИХА75
- #20 ovik
- Особенности процесса сварки труб отопления
- Особенности процесса сварки труб отопления
- Набор инструментов и оборудования
- Технология сварки пластиковых труб
- Технология сварки металлических труб
- Классификация сварных швов
- Основные типы сварных соединений
- Газосварка радиаторов отопления
- Замена батарей отопления газосваркой
- Порядок выполнения работ
- Правила безопасности при газовой сварке
- Монтаж стальных труб
- Виды сварки полиэтиленовых труб
- Типы сварки ПЭ труб, условия применения
- Муфтовая сварка
- Сварка враструб
- Стыковая сварка
- Оборудование
- Техника безопасности
- Подготовка к сварочным работам
- Контроль качества швов
- Сварка труб отопления
- Как производится монтаж и ремонт стальных труб
- Безопасность
- Сварка труб полуавтоматом – преимущества современных технологий
- Содержание:
- Сварочные полуавтоматы.
- Особенности работы полуавтоматов при сваривании труб.
- Применение метода полуавтоматической сварки для соединения труб.
- Подготовка труб под сварку.
Как варить полуавтоматом трубы
#1 ovik
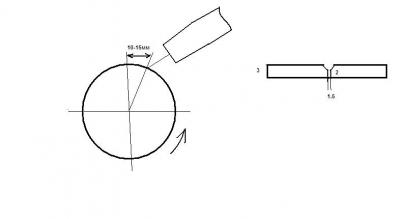
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо.
#2 МИХА75

- Город: Н.Тагил
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо.
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно «зенита» верхней точки трубы) горелки. А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
#3 ovik
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо.
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно «зенита» верхней точки трубы) горелки. А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
Металл черняга, положение трубы горизонтальное, горелку хоть в каком положении можно расположить. мы варили диаметр 100мм, толщина 3мм, волтаж как писал 29В!
#4 МИХА75
- Город: Н.Тагил
горелку хоть в каком положении можно расположить.
Я это понимаю,но как и,где вы располагаете её — для меня загадка.
У вас Таурус , на какой программе варите и в какой защите?
, на какой программе варите и в какой защите?
#5 ovik
горелку хоть в каком положении можно расположить.
Я это понимаю,но как и,где вы располагаете её для меня загадка.
У вас Таурус подающий Таурус 551.jpg, на какой программе варите и в какой защите?
варим газом евромикс, зачем вам в каком положении я варю, лучше дайте дельный совет в каком положении надо варить и как правильно на каких режимах! программу мы настраиваем сами, вольтаж и скорость подачи проволоки что ранее писал!
#6 МИХА75
- Город: Н.Тагил
программу мы настраиваем сами, вольтаж и скорость подачи проволоки
вперёд к успеху
программа 180 (точнее на своей таблице смотри) для толщины 3мм, вольтаж и динамика дуги подстраивается индивидуально.
Чтоб все параметры выдать ,надо быть вашим технологом (или волшебником),но направление (в поиске истинны) я вам подкинул.
#7 МИХА75
- Город: Н.Тагил
диаметр 100мм, толщина 3мм, волтаж как писал 29В
какие вы скорострельные,на диаметр 1000мм и стенку 30мм само то.
#8 МИХА75
- Город: Н.Тагил
зачем вам в каком положении я варю
А это нужно для того,что бы вам ответ наиболее правильный дать.Всё достигается путём «проб и ошибок».
А это в довесок 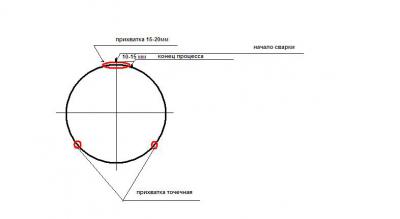 прихватки должны быть подрезаны и зачищены.
прихватки должны быть подрезаны и зачищены.
#9 ovik
зачем вам в каком положении я варю
А это нужно для того,что бы вам ответ наиболее правильный дать.Всё достигается путём «проб и ошибок».
А это в довесок на вращателе2.JPG прихватки должны быть подрезаны защенны.
Нужен ли зазор? если да то какой? сколько проходов?
#10 МИХА75
- Город: Н.Тагил
Нужен ли зазор? если да то какой? сколько проходов?
Гадая на «кофейной гуще» я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки.
#11 ovik
Нужен ли зазор? если да то какой? сколько проходов?
Гадая на «кофейной гуще» я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки.
Сегодня пробовал варить, то прожигаю, то усиление чуть ли не 10см, а проплава нету! горелку держу в ругах труба на вращателе крутиться. зазор ставил от 1мм до 3мм все равно нечего не выходит. забыл сфоткать, в след раз обязательно скину что у меня вышло. трубы идут на модульную котельную, давление до 16 атм. так что качество провара обязательно
#12 МИХА75
- Город: Н.Тагил
трубы идут на модульную котельную, давление до 16 атм. так что качество провара обязательно
Такие трубы сначала аргонят по корню.Полуавтоматом заполняют.
Сразу на раз полуавтоматом сложно,но можно.Тем более таким как у вас.
Валик большой (10мм это круто),провара нет — скорость вращателя большая и горелка близко к «зениту» находится (смещается в сторону вращения).Посмотрите на рисунки (ещё раз).
#13 ARGONIUS

- Город: Н.Новгород
#14 WebWelder
Я тут почитал что люди пишут интересно стало))) почему швы корневые «аргонят» на чернухе. про корень ручником это тоже крутатень в условиях цеха еще)) учитывая что кпд ручника в разы ниже полуавтомата. это как можно давать размер зазора разделки не зная какого сечения сварочную проволоку используют. и еще очень огромный момент в защите какого газа варим, какая динамика дуги, ампераж, ну вольтаж огромен это да тут уже написали про это)))
#15 AMBIVERT42
почему швы корневые «аргонят» на чернухе.
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
#16 МИХА75
- Город: Н.Тагил
Я тут почитал что люди пишут интересно стало)))
не внимательно читал.
Дополню
AMBIVERTа
аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно.
А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет «пропускать через вращатель» несколько разных диаметров, с небольшим изменением только скорости вращения трубы.
#17 ovik
Я тут почитал что люди пишут интересно стало)))
не внимательно читал.
Дополню
AMBIVERTа
аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно.
А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет «пропускать через вращатель» несколько разных диаметров, с небольшим изменением только скорости вращения трубы.
скажи пожалуйста вот при толщине стенки 3-4мм нужен зазор для РАДС? и на обычном режиме или импульсном лучше сварить?
#18 ARGONIUS
- Город: Н.Новгород
#19 МИХА75
- Город: Н.Тагил
А возможность РАДС имеется ?(не много запоздалый вопрос )
#20 ovik
Проходить рАДС корень это медленно, зато вопросов по качеству возникнуть практически не должно.
Итак, V-образная разделка, зазор 0-0,5 мм, присадка 1,6 мм, вольфрам 2,4 мм, заточен «в иглу», сопло N 6, газ 7 л/мин, ток подобрать (ориентировочно 48- 60 А если на линейном). С импульсом заморачиваться не стал, задув газа в трубу тоже ни к чему. Пару движений металлической щёткой по разделке с корнем, дальше заполнение-облицовка полуавтоматом, для проволоки 1,2 мм подача 4- 4,5 м/мин, напряжение 19-21 V (это если навскидку), а лучше подобрать на слух, я в крутилках на своём аппарате не особо уверен.
В сети где то видел ролик, как похожую задачу решают полуавтоматом, только там не таурус, а альфа-ку. Там в импульсных режимах варят и в три прохода, причём на каждый проход свой режим. Если у кого есть альфа-ку, можно бы конечно заморочиться, но гораздо дешевле любой недорогой аргонник DC+ имеющийся уже таурус. Любым евм-овским п/а заполненние-облицовку можно очень красиво и качественно заварить.
Вопрос адресовался не мне, но я бы варил приблизительно так.
А возможность РАДС имеется ?(не много запоздалый вопрос )
имеется РАДС,сорри что не сообщил ранее, хотелось бы конечно без разделки кромок сваривать толщину 3-4мм. tig аппарат тоже евм тетрикс 300-2 есть 3 режима инпульсной сварки
Особенности процесса сварки труб отопления
Особенности процесса сварки труб отопления
Сварка труб отопления является основным способом сборки бытовых и промышленных коммуникаций. Соединения этого типа не требуют никакого ухода, как клееные или резьбовые, но подвергаются постоянной тепловой и механической нагрузке. Исходя из этого, нужно внимательно подбирать инструменты, материалы и тщательно соблюдать технологию проведения сварочных работ. Нарушение правил стыковки металла приводит к появлению трещин и развитию коррозии. Если планируется выполнение данной процедуры своими руками, следует разобраться, какими способами проводится сварка отопления, а также с профессиональными приемами для достижения качественного и долговечного результата.
Набор инструментов и оборудования

Сварка труб отопления электросваркой начинается с подготовительного этапа:
- Подготовка мастера. Необходимо соответствующим образом обустроить рабочее место, обеспечить соблюдение мер безопасности, при необходимости еще раз перечитать инструкцию по обращению с оборудованием и материалами. Чтобы варить трубы электросваркой, потребуются защитные приспособления. К ним относится специальный огнеупорный костюм (штаны, куртка, шапка с ливреей), маска, обувь и краги. Необходимо позаботиться о качественной вентиляции.
- Подготовка инструментов и материалов. Следует уделять внимание каждой мелочи, так как от этого зависит удобство работы и качество конечного результата.
Чтобы сварить отопление, нужны такие инструменты и приспособления:
- сварочный аппарат с запасным держателем;
- болгарка с режущими и шлифовальными дисками;
- металлическая щетка;
- наждачная бумага разной зернистости;
- молоток;
- запас электродов;
- тиски;
- струбцины;
- стальные или асбестоцементные листы для защиты стен от капель металла и копоти;
- брезент, чтобы накрывать половое покрытие.
Перед тем как сваривать трубы электросваркой, необходимо проверить соответствие кабелей, розеток и автоматов в щитке показателям подготовленного аппарата. Они должны быть достаточно мощными, чтобы выдержать большую нагрузку, которую создает даже бытовое оборудование.
Технология сварки пластиковых труб

Полипропилен постепенно вытесняет сталь, так как при относительно небольшой стоимости обладает рядом положительных характеристик. Пластиковые трубопроводы рассчитаны на высокое давление, отличаются легкостью, гладкими внутренними стенками и отличным внешним видом. Но трубопровод будет эффективно выполнять свои функции, если все стыки будут прочными и герметичными. При этом следует учитывать, что при пропускании горячей воды температурой свыше 110 градусов полимер становится мягким и начинает увеличиваться в размерах. Поэтому для монтажа отопления используются только армированные стекловолокном или алюминиевой фольгой изделия.
Для стыковки звеньев используется специальный паяльник. Прибор двухсторонний, с одного края патрубки для внешнего, а с другого — для внутреннего нагрева стыкуемых деталей.
Для их соединения используются такие фитинги:
- муфты;
- переходники;
- углы;
- тройники;
- крестовины;
- резьбовые фланцы для присоединения к батарее отопления.
При пайке полипропиленовых коммуникаций используется принцип диффузии под воздействием нагревания. Края соседних звеньев плавятся, вещество смешивается и образует монолитное соединение.

Процесс сваривания полимерных деталей осуществляется по такой методике:
- Составление схемы обвязки отопительной системы.
- Выпиливание заготовок определенной длины. Делается поправка на величину погружений труб в отверстия фитингов и размеры самих фитингов.
- Разогрев паяльника, пока не загорится зеленый индикатор. Это свидетельство, что можно начинать сборку.
- Присоединение деталей к прибору на патрубки соответствующего диаметра. Греть их нужно в соответствии с показаниями таблицы, которой комплектуется оборудование.
- Соединение трубы и фитинга. Делается это строго в одном направлении, пока внутренняя деталь не упрется в стопорный выступ в фитинге. Проворачивать изделия, двигать ими вперед-назад нельзя. Допускается коррекция по углу стыковки.
- Охлаждение. Необходимо выдержать стык в статичном положении столько времени, сколько прописано в инструкции к прибору. Только после этого можно продолжать сборку.
В отличие от металлических полимерные трубы нуждаются в поддержке вертикальных и горизонтальных прогонов. Каждые 100-150 см их фиксируют на стенах пластиковыми распорными хомутами. После сборки полипропиленовые коммуникации в дополнительной отделке и последующем обслуживании не нуждаются.
Технология сварки металлических труб

Чтобы соединение было крепким и герметичным, перед монтажом необходимо подготовить детали системы. Следует проверить ровность краев, снять фаски и отшлифовать металл на расстоянии 10 мм от среза. После этого нужно обработать зачищенные места растворителем, чтобы их обезжирить.
Чтобы сваривать трубы различного предназначения используются электроды с таким составом покрытия:
- рутилово-кислое (RA) — для монтажа холодного и горячего водоснабжения в коммунальной сфере;
- рутиловое (RR) — для сборки отопительных систем, работающих под высоким давлением;
- рутилово-целлюлозное (RC) — применяется в конструкциях, требующих обеспечения высокой надежности стыков;
- универсальное (B) — для сборки всех видов трубопроводов в жилом секторе и на производстве.

Варить трубы из металла можно используя такие технологии:
- Электросварка. Проводится вручную или с помощью автомата. Принцип действия основан на создании электронной дуги, возникающей при коротком замыкании. Этот процесс сопровождается выделением большого количества тепла, вызывающего плавление металла. Для создания шва используются плавящиеся или неплавящиеся электроды.
- Газовая сварка. Стыки труб плавятся под воздействием горящего газа, одновременно с накладыванием на него металла, выполняющего функцию соединительной муфты. Образуется монолитный стык, имеющий однородную структуру с соседними деталями.
- Холодная сварка. Данный метод применяется при монтаже трубопроводов низкого давления или их ремонтах в труднодоступных местах. Суть метода состоит в обматывании вокруг стука бандажа, пропитанного клеящим составом быстрого застывания.
Выбор варианта является правильным, если соответствует особенностям системы и характеристикам теплоносителя.
Классификация сварных швов

Заварить стык можно разными способами исходя из особенностей конструкции и толщины обрабатываемого металла.
Существует такая классификация сварных швов:
- По внешнему виду — плоские (нормальные), ослабленные (вогнутые) и усиленные (выпуклые).
- По протяженности — сплошные (непрерывные, замкнутые), прерывистые (точками, отрезками). По длине швы подразделяются на короткие (до 25 см), средние (26-100 см) и длинные (более 101 см).
- По выполнению — горизонтальные (на вертикальных участках), вертикальные (на горизонтальных прогонах), потолочные (когда стык делается снизу), нижние (электрод сверху шва).
- По действующему усилию — фланговые (вдоль оси), лобовые (поперек оси), косые (поперек), комбинированные (сочетание видов).
- По числу слоев и проходов — однослойные (один проход) и многослойные (несколько проходов).
При правильном монтаже отопительной системы могут выполняться все перечисленные швы. При необходимости сварка ведется и с внутренней стороны труб.
Основные типы сварных соединений
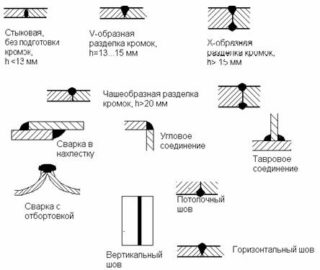
По месту расположения в пространстве швы делятся на такие типы:
- угловые — детали находятся под углом;
- тавровые — соединение торца и боковой части элементов;
- стыковые — трубы соединяются в одной плоскости;
- нахлесточные — детали накладываются друг на друга;
- торцовые — примыкание боковых поверхностей фрагментов.
В ходе работы мастер выбирает наиболее удобный для себя и соответствующий техническим условиям способ сваривания деталей.
Газосварка радиаторов отопления


При установке радиаторов важно правильно подобрать не только отопительные приборы и трубы, но и выбрать способ их соединения. Наиболее надежным вариантом для систем отопления в многоэтажных домах считается газосварка радиаторов и труб. Профессионально выполненный сварной шов позволит защитить установленное оборудование от протечек, гидроударов, срыва резьбовых соединений.
Замена батарей отопления газосваркой
Газовая сварка элементов системы отопления в доме, квартире, на коммерческом или промышленном объекте – это процесс, в котором края металлических деталей соединяются при высокой температуре с помощью специального оборудования.
Преимущества газосварки при замене отопления:
- можно сваривать трубы и отопительные приборы разных размеров и формы;
- качественный сварной шов по прочности превосходит соединяемые детали;
- такие соединения хорошо выдерживают большое давление и гидроудары;
- при соблюдении технологии отсутствует вероятность прорыва по шву и разгерметизации;
- скорость плавления регулируется просто — изменением угла наклона пламени;
- выполненные швы практически незаметны (в отличие от резьбовых соединений);
- для сварки доступны все виды радиаторов: стальные, алюминиевые, чугунные, биметаллические;
- газосварка отопления возможна при отсутствии электричества (актуально при установке батарей в квартире в новостройке);
- нет необходимости в уплотнителе, износ которого является наиболее частой причиной протечек.
Несмотря на то, что сварочные работы требуют больше усилий и времени, именно благодаря им достигается максимальная надежность и долговечность установленного отопительного оборудования. Для многоквартирных домов и контуров с высоким давлением, по мнению многих специалистов, сварка — единственно возможный вариант подключения к общей системе.
Порядок выполнения работ
Для проведения монтажа или замены радиаторов с помощью газовой сварки потребуется специальное оборудование:
- кислородный баллон;
- ацетиленовый баллон;
- газовый редуктор;
- горелочное устройство.
В качестве припоя используется смесь кислорода и ацетилена. Для увеличения прочности шва рекомендуется присадочная проволока, которая позволяет получить после остывания монолитное соединение.
Замена батарей на газосварке предполагает выполнение нескольких последовательных этапов:
- Отключение подачи и слив теплоносителя (выполняется представителем управляющей компании).
- Демонтаж старых батарей и, при необходимости, труб (максимально ровно срезаются болгаркой).
- Сборка (паковка) новой батареи, очистка и обезжиривание соединяемых поверхностей.
- Установка радиатора на монтажное место (навеска на кронштейны).
- Монтаж кранов, клапанов, воздухоотводчиков (кран Маевского).
- Сварка труб отопления и радиаторов (подключение к системе).
- Проверка качества швов и зачистка их поверхности.
- Подача теплоносителя и проверка на герметичность (опрессовка).
После завершения монтажа на трубы наносится 2-3 слоя антикоррозионной грунтовки и несколько слоев термоустойчивой краски.
Правила безопасности при газовой сварке
Работы, связанные с использованием открытого огня и взрывоопасных веществ, относятся к потенциально опасным. Поэтому при их проведении необходимо строго соблюдать установленные правила безопасности. В случае их нарушения возможны такие последствия:
- взрыв баллона;
- ожоги и травмы;
- негативное воздействие паров и пыли;
- влияние на глаза;
- вероятность возникновения пожара.
Основные правила безопасных работ:
- Необходимо использовать меры индивидуальной защиты (одежду и перчатки из огнестойких материалов, очки или маску со светофильтрами, респираторы).
- На месте проведения сварки батарей отопления не должно находиться легковоспламеняющихся предметов и горючих жидкостей.
- Перед началом работ помещение необходимо тщательно проветрить.
- При размещении газового баллона минимальное расстояние до рабочего места должно составлять 5 м.
- Разрешается использование только специальных шлангов для сварочных аппаратов. Их длина не должна превышать 40 м.
- Перед зажиганием горелки во избежание обратного удара пламени необходимо выпустить из шланга смесь газа и воздуха.
- Обязательно нужно проверить целостность шлангов, герметичность редукторов, исправность горелки и манометров.
- Не допускается контакт сварочного оборудования с техническим маслом, это может спровоцировать взрывоопасную ситуацию.
- Транспортировка баллонов в пределах объекта производится на специальных носилках или тележках. Необходимо полностью исключить возможность их падения и ударов друг о друга.
- При обнаружении утечки газа необходимо сразу остановить работу и проветрить помещение.
Наша бригада сварщиков предлагает жителям Москвы и области услуги по замене радиаторов газосваркой, которые будут выполнены на самом высоком профессиональном уровне и с соблюдением всех стандартов безопасности. Газовая сварка также может быть использована при замене стояков водоснабжения или их переносе. Все наши специалисты имеют необходимые разрешения, допуски и большой опыт. Позвоните или напишите нам! По цене мы всегда договоримся!
Монтаж стальных труб
.jpg) На сегодняшний день, стальные трубы нашли широкое применение в различных коммуникациях жилищно-коммунальной сферы. Сегодня, сальные водопроводы используются как во внутренних технических, так и в подземных водопроводных системах. Главным преимуществом таких труб является – высокая прочность, позволяющая их использовать для перемещения высоконапорных носителей. Средний срок службы стальных трубопроводов систем водоснабжения и отопления составляет 35-40 лет.
На сегодняшний день, стальные трубы нашли широкое применение в различных коммуникациях жилищно-коммунальной сферы. Сегодня, сальные водопроводы используются как во внутренних технических, так и в подземных водопроводных системах. Главным преимуществом таких труб является – высокая прочность, позволяющая их использовать для перемещения высоконапорных носителей. Средний срок службы стальных трубопроводов систем водоснабжения и отопления составляет 35-40 лет.
Монтаж отопления из стальных труб достаточно трудоемкий процесс, который может осуществляться тремя способами:
1. Завинчивание «труба в трубе» (герметичность резьбового соединения обеспечивает специальная уплотнительная прокладка).
2. Соединение при помощи фланцев различной формы (используют тройники, уголки, сгоны, муфты, крестовины и другие фасонные элементы).
Первые два способа используются в основном в труднодоступных местах, где нет возможности использовать сварочный инструмент. Но, к сожалению, прочность таких соединений не отличается высокой герметичностью, поэтому в большинстве случаев, как правило, используется сварка. Для монтажа трубопроводов жилищно-коммунальных инженерных систем применяют в основном дуговую или газовую сварку. Технология сварочного монтажа состоит из следующих этапов:
.jpg) 1. Подготовительный этап. На этом этапе работ осуществляется разметка, резка и очистка концов соединяемых труб. Для резки стальных труб можно использовать газовую или кислородную резку. После резки труб, обязательно производится тщательная зачистка их кромок. Для зачистки кромок используют стальную щетку, напильники или наждачный круг. Зачистку рекомендуется производить на расстоянии не менее 25 мм от места проведения сварки.
1. Подготовительный этап. На этом этапе работ осуществляется разметка, резка и очистка концов соединяемых труб. Для резки стальных труб можно использовать газовую или кислородную резку. После резки труб, обязательно производится тщательная зачистка их кромок. Для зачистки кромок используют стальную щетку, напильники или наждачный круг. Зачистку рекомендуется производить на расстоянии не менее 25 мм от места проведения сварки.
2. Исправление изогнутых деталей. Если в процессе резки произошла деформация деталей – производят их правку. Правку осуществляют на ровных плитах при помощи кувалды или приводного пресса.
3. Подготовка кромок к сварке. Задача этого этапа работ – придать кромкам соединяемых труб такую геометрическую форму, которая обеспечит наивысшее качество сварного соединения. При толщине стенки трубы свыше 3мм, угол скоса для дуговой сварки должен составлять 30°-35°. При толщине стены трубы свыше 4 мм угол скоса для газовой сварки должен составлять 40-45°. Притупление кромок для дуговой сварки должно быть в приделах 1-3 мм, а для газовой – 0,5-1мм. При стыковке труб смещение кромок не должно превышать 3мм.
4. Сварка (дуговая или газовая). При дуговой сварке сварщик равномерно опускает плавящийся электрод на место соединения и производит колебание электрода для образования сварного шва. Газовая сварка осуществляется пламенем путем расплавления кромок соединяемых труб. Для того, чтобы расплавленный металл заполнил зазор между торцами соединяемых труб в этом же пламени плавят и присадочную половину. Для газовой сварки, как правило, используют кислород и ацетилен.
5. Отделка. После сварки, соединенные трубы нуждаются в окраске.
Наши специалисты произведут сварочные и монтажные работы любой сложности быстро и качественно.
Звоните + 7 926 9327976 или обращайтесь к нам по электронной почте. Получить бесплатную консультацию и заказать наши услуги можно прямо сейчас ! Контактная информация
Виды сварки полиэтиленовых труб
Полиэтиленовые трубы имеют низкую стоимость, долговечны, применяются как в быту, так и в производственной сфере. Заслуженно занимают лидирующее место в организации газопроводов и водопроводных систем, благодаря универсальности и надежности материала, из которого изготовлены. Главное их достоинство — быстрый и лёгкий монтаж. Сварка полиэтиленовых труб является самым надёжным методом крепления при формировании трубопроводных сооружений.
Типы сварки ПЭ труб, условия применения

Трубы из полиэтилена соединяют в конструкцию разными способами сварки, каждый из способов применяется в соответствие с определёнными условиями.
Основные виды сварных соединений:
- Электромуфтовая. Для спайки туб из ПНД способом электромуфтовой сварки используют муфты из пластика, в которые вмонтированы спиральные элементы, нагревающиеся подачей тока.
- Враструб. Сварная стыковка с применением фитингов и муфт предназначена для водопроводных конструкций внутри дома.
- Стыковая. Такого рода сварка применяется на внешних участках. Позволяет укладывать коммуникации как в грунт (траншейным способом), так и на поверхности.
Муфтовая сварка
Сварка труб из полиэтилена способом в муфту применяется, если работа по стыковке туб проводится в условиях узкого пространства и невозможности свободного передвижения. Такой метод подходит для спайки туб со стенками неодинаковой толщины и разными по диаметру. Рекомендуется для монтажа канализационных систем, так как спайки, сделанные этим способом, выдерживают нагрузку давления в 16 атм.
Техника выполнения муфтовой сварки:
- Первым делом тщательная подготовка нужных для сваривания труб. Салфетками, пропитанными спиртом очищают их от загрязнений. Также обрабатывают внутренние поверхности электромуфт.
- Концы труб перед сваркой ровно обрезают с целью уплотнения соединений и проводят механическую зачистку промышленной окиси меди.
- Одевая, на стыки электромуфты, трубы укладывают в позиционер. Противолежащие от места спайки концы труб во время сварки закрывают, для сохранения тепла.
- Подключив, к электромуфтам электричество, проводят соединение плавлением ПЭ-трубы.
Важно сохранять неподвижность спаянных ПНД труб до полного остывания, чтобы не допустить деформацию сварных швов.
Сварка враструб
Сварка враструб с применением муфт и фитингов рекомендуется для ПНД имеющими диаметр не больше 63 мм, для сваривания допустимо применение бытового паяльника. Тубы ПЭ больших диаметров сваривают промышленным аппаратом. Так же понадобятся рулетка и труборез.
Техника выполнения сварки враструб:
- Закрепив, аппарат для сварки на платформу, на нагреватель укрепляют насадки соответствующего размера. Выставляют температурный режим.
- Надевают на насадки готовые к свариванию элементы и прогревают на протяжении 5-7 секунд.
- После прогрева, осторожно соединяют части до упора и фиксируют на 10 секунд, чтобы детали сохранили правильное положение спайки и герметичность.

Важно не допустить перегрева иначе при попытке монтажа пластик просто сожмётся, нарушив качество стыка.
Совет: после сварки, отходы оплавки полимеров счищают, так как они помешают последующим процессам. Очищать требуется только деревянным шпателем во избежание повреждений покрытия.
Стыковая сварка
Для стыкового сваривания необходим специализированный механический или гидравлический сварочный аппарат, который обеспечит наиболее герметичное соединение туб. Самые популярные из них с программным управлением и автоматическим контролем всех сварочных процессов.
Работа с ПЭ трубами по стыковой технологии:
- Для этого вида сварки важен строгий отбор труб максимально сходных по техническим характеристикам, по возможности с одной и той же партии.
- Стенки туб по толщине должны быть минимум 5 мм, диаметр от 50 мм.
- Прогреваются места спайки труб специальной пластиной. После плавки пластину вынимают и механически стискивают детали до абсолютной их спайки и полного остывания, что делает шов максимально надёжным по герметичности.
- Делая разметку для нарезки труб, не забывайте о техническом изменении, их длинны после спайки, в сторону уменьшения. Для правильного вычисления коэффициента сокращения воспользуйтесь таблицей ниже.

Безусловно, знание технологических тонкостей всех видов сварки труб из полиэтилена гарантирует получение качественного результата в создании трубопроводных конструкций и магистралей. Но нужно учитывать значительное влияние на результативность и таких факторов, как знание и соблюдение техники безопасности при работе с оборудованием для сварки полиэтилена, умение правильно подобрать материалы и провести подготовку соответствующего оборудования к процессу сварки, и в завершение – тщательный контроль соответствия качества установленным техническим требованиям.
Оборудование
и качество монтажа трубопроводных конструкций в значительной степени зависит от применяемого оборудования и агрегатов для сварочных работ. Идеально подходят гидравлические и механические агрегаты. Они обеспечивают максимальное качество монтажа. Такие сварочные агрегаты максимально автоматизированы, что позволяет исключить любое физическое вмешательство.
Кроме того, для проведения некоторых видов сваривания дополнительно используются такие виды инструментов, как:
- Труборез. Используется для разрезания труб.
- Калибровщик. Поможет восстановить диаметр трубы после разрезания.
- Фаскосниматель. Придаёт определенную форму, снимая фаски с торца трубы.
- Сварочный аппарат. Служит для оплавки сварных деталей.
- Насадки разных калибров. Применяется при диффузионных технологиях сварки.
- Измерительные инструменты. Широко используются, практически на всех этапах подготовительных и сварочных работ.
Как правило, качество изготавливаемых конструкций трубопроводов, зависит не только от применения того или иного оборудования, но и во многом от высокого уровня мастерства, внимательности и ответственности работающих на нём сварщиков.
Техника безопасности
- Необходимо подготовить рабочее место, убрав с него всё лишнее.
- Расположите на нём рабочий инструмент в удобном порядке.
- Тщательно проверьте электропроводку и заземление, чтобы исключить повреждение изоляции.
- Убедитесь в работоспособности оборудования, произведя проверочный запуск установок.
- Перед началом работ проверьте оборудование на предмет повреждений и дефектов, которые могли бы создать аварийную обстановку и негативно повлиять на качество.
- Если у вас портативная сварочная установка необходимо обеспечить максимальную свободу её перемещения тем самым обеспечив быстрое выполнение работ тем самым исключив все факторы риска для оператора установки.
Подготовка к сварочным работам
- Все узлы оборудования, а также приспособление для проведения сварочных работ необходимо тщательно очистить.
- Перед началом работы обеспечьте полную заправку сварочных агрегатов работающих на топливе.
- Проверьте уровень масла гидравлической системы сварочного аппарата в случае необходимости пополните его.
- Перед началом работы смажьте все трущиеся детали в оборудовании.
- Проверьте исправность всех контрольно-измерительных приборов.
- Для обеспечения качества при обработке фитингов и труб ножи устройства для торцевания должны быть идеально отточены.
- Для избежания сбоя в работе с ПДН, постарайтесь обеспечить достаточное количество зажимов и вкладышей с диаметром соответствующим сечению труб.
Перед началом сварочных работ необходимо удалить все загрязнения с труб, фитингов и других деталей, которые будут использоваться в работе. После очистки все трубы и фитинги необходимо соединить. Края свариваемых изделий нужно обрезать и очистить, как того требует технологи.
Контроль качества швов
В процессе выполнения сварки полиэтиленовых труб необходимо постоянно контролировать качество каждого выполненного соединения. И только после этого, продолжать работу.
Все спайки в обязательном порядке должны отвечать техническим требованиям.
Основные требования по качеству:
- Не допускается смещение в местах спаек.
- Необходимо контролировать качество торцевания.
- Не проводить сварочные работы в условиях холода.
- Тщательно соблюдать технологию выполнения швов.
- Осуществлять постоянный контроль показателей всех измерительных приборов, поддерживая параметры их показателей в пределах принятых норм.
Сварные швы и допустимые дефекты, возникающие во время сварки должны строго соответствовать всем техническим требованиям. Только в этом случае, изделие можно признать качественным.
В итоге нужно отметить, что все рассмотренные технологии сварок ПЭ труб требуют строгой дисциплины и точности. Только при условии их соблюдения, можно будет гарантировать успешную эксплуатацию трубопроводных конструкций и магистралей в течение длительного периода, без дополнительных ремонтов и обслуживания.
Сварка труб отопления
| Сварка труб отопления | от 460 руб./стык |

Большинство систем отопления в многоэтажных домах прежних лет застройки смонтировано с применением стальных труб и чугунных радиаторов. Как показала практика, при центральном отоплении, это оптимальный вариант. Трубы и радиаторы отлично выдерживают как периодические перепады давления, так и опрессовку и даже временное отсутствие воды в системе.
Также стальные трубы отлично подходят для монтажа современных алюминиевых, стальных и биметаллических батарей. Существующую систему из стояков и горизонтальных труб нет необходимости менять полностью, достаточно изменить конфигурацию некоторых частей и подогнать их под размеры радиаторов.
Как производится монтаж и ремонт стальных труб
Основной способ монтажа стальных водопроводных труб, которые используются в системах отопления, — сварка. Этим методом соединяют как магистральные отрезки, так и сгоны, повороты, колена, байпасы и другие элементы отопительной сети. Для изготовления труб используются марки стали, которые отлично свариваются как электродом, так и газовой сваркой с применением ацетилена или пропана.
Сварка покрытым электродом производится реже, хотя появление инверторных портативных аппаратов сделало этот способ вполне конкурентным, Часто сантехники и слесаря отдают ему предпочтение перед использованием газовой горелки. Технология сварки электродом достаточно удобна и обеспечивает высокую скорость работы, но не всегда применима, особенно в условиях городской квартиры, где приходится ремонтировать систему отопления. В частности газовая сварка более удобна при:
- работе в труднодоступных местах;
- ремонте труб в комнатах с новой отделкой;
- гибке труб;
- приваривании отводов, штуцеров, других мелких деталей.
Газовая сварка предпочтительнее и потому, что на коммуникации квартиры или дома, где производится ремонт, не оказывается никакого воздействия. Даже при использовании инвертора, нагрузка на электросеть квартиры достаточно высокая, а импульсный режим сварки может повредить чувствительную бытовую аппаратуру или систему сигнализации.
В тех случаях, когда приходится сваривать стальные трубы при ремонте или монтаже систем отопления газовой горелкой, наши сотрудники прибывают на объект со своим автономным оборудованием. В комплект входят:
- баллоны с кислородом и ацетиленом;
- шланги;
- газовая горелка;
- редукторы.
Все оборудование работает в автономном режиме и обеспечивает выполнение полного объема работ.
Безопасность
На всех объектах работают профессиональные сварщики, отлично знающие требования техники безопасности и противопожарные правила. Если приходится работать в квартирах, где во время работы находятся люди, непременно подключается принудительная вентиляция и организовывается постоянное проветривание комнат.
Все работы по ремонту и монтажу труб способом сварки производятся при отключенном отоплении и слитой с системы воде. Возможность протекания и затопления соседей или собственной квартиры исключены. Качество сварных швов проверяется специальными приборами и на них устанавливается гарантия.
Сварка труб полуавтоматом – преимущества современных технологий
Содержание:
- Сварочные полуавтоматы.
- Особенности работы полуавтоматов при сваривании труб.
- Применение метода полуавтоматической сварки для соединения труб.
- Подготовка труб под сварку.
Сегодняшний мир невозможно представить без новых технологий и сложных машин, без механизмов и инструментов, облегчающих работу. Прогресс наблюдается и в сварочных технологиях, где одним из важных шагов является появление разновидностей оборудования для дуговой сварки, например, сварочного полуавтомата.
Любой способ сварки плавящимся электродом базируется на двух основных движениях: первое – сварочная ванна смещается по оси шва, второе – электрод подается в область дуги. При ручной дуговой сварке (РДС) оба движения сварщик делает вручную, при полуавтоматической – электрод (проволока) подается автоматически.
Сварочные полуавтоматы.
Сварочный полуавтомат производит высококачественные работы с любыми марками стали — от рядовой до нержавеющей. Принципиальная схема работы (рис.1) основана на применении специального механизма автоматической подачи проволоки к горелке. Такая технология позволяет достигнуть высокой производительности труда без постоянной замены использованных электродов.

Самыми распространенными являются полуавтоматы для сварки в среде защитного газа, другое название — MIG/MAG. Если их сравнить с методом, в котором используется флюсовая защита, то в этом случае MIG/MAG допускает вести работы в любом положении в пространстве, и дальнейшие усилия по обработке зоны шва (удаление шлаковой корки и т. д.) становятся значительно проще.
Особенности работы полуавтоматов при сваривании труб.
Сварка труб полуавтоматом не имеет больших различий в сравнении с ручными методами. К ее особенностям можно отнести ярко выраженную криволинейность швов, небольшую протяженность и достаточно высокую скорость.
В качестве электрода используется проволока диаметром от 0,8 до 1,2 мм в зависимости от толщины стенки труб. Работы производятся как с предварительной разделкой кромок, так и без таковой.
Применение метода полуавтоматической сварки для соединения труб.
Использовать этот способ вместо РДС можно как в производственных цехах, так и непосредственно на объекте монтажных работ.
Чаще всего полуавтоматическая сварка применяется для приготовления трубных заготовок для коммуникационных систем водо- и газоснабжения промышленных помещений. На объекте при монтаже внутренних газовых систем или внешних газопроводов она применяется значительно реже вследствие жестких требований современной индустриализации работ.
В процессе монтажа трубопроводных систем применяются стыковые и нахлесточные типы сварочных соединений (рис. 2), а в некоторых ситуациях — угловые.

Сварка труб полуавтоматом в среде СО2 иногда используется монтажными предприятиями прямо на месте работ по монтажу систем внутреннего газо- и водоснабжения и отопления. При этом сварочное оборудование устанавливается на специальный прицеп.
Подготовка труб под сварку.
Качество сварочных работ напрямую зависит от предварительной подготовки труб. Прежде всего нужно произвести резку труб, обработать фаски, очистить поверхности кромок, выполнить центровку стыка.
Скос кромок нужно проверить в нескольких местах. Трубы нужно отторцевать под углом 90° к продольной оси. Недопустимо сваривать трубы, края которых проржавели или имеют пятна от масла, краски или грязи. Устойчивость дуги в таком случае значительно ухудшается, снижая прочность сварного шва. Очистка кромок от посторонних загрязнений производится с наружной и внутренней стороны на ширину как минимум 15 мм от границы сварного стыка.
Повышенного внимания требует центровка стыка труб. При монтаже очень важно соблюдать точность совпадения кромок и их надежную фиксацию во время прихватки. Прихватка — короткий сварной шов, накладываемый при сборке сварных конструкций, с качеством как и у основного шва. Желательно, чтобы прихватка была выполнена тем же сварщиком, который сварит весь стык.






