- Минимальные радиусы гибки труб
- Минимальные радиусы изгиба стальной трубы
- Радиусы гиба стальной водопроводной трубы
- Радиусы изгиба медной трубы
- К чему может привести неправильный загиб трубы
- Требования ГОСТов к радиусам изгиба труб
- Требования ГОСТов к радиусам изгиба труб
- Радиусы изгиба труб: сталь, латунь, медь
- Данные из гостов
- Радиус изгиба медных и латунных
- Радиус изгиба стальных водопроводных и газопроводных
- Изгиб металлических труб с разной толщиной стенок
- Последствия не верного изгиба
Минимальные радиусы гибки труб
При монтаже трубопроводов любой сложности возникает необходимость выполнения поворотов, отводов, загибов трубы. Реализовать поворот трубопровода можно двумя способами:
- загнуть трубу
- использовать угловые переходы
Использование переходников позволяет осуществить компактный монтаж трубопровода, при этом возникаю некоторые сложности. Переходник нужно прикрепить к трубе (на резьбу или с помощью сварки). Кроме того, материал переходника должен соответствовать материалу трубы. Например для водопроводных стальных труб используют переходы из ковкого чугуна или стали, для коррозиестойкой трубы используют специальные переходы эксцентрические нержавеющие .
Трубопровод с загнутыми элементами, как правило, менее компактен, но содержит гораздо меньше соединений, что снижает вероятность появления утечек.
Минимальные радиусы гибки трубы зависят от нескольких параметров:
- материала трубы,
- наружного диаметра,
- толщины стенки.
Минимальные радиусы изгиба стальной трубы
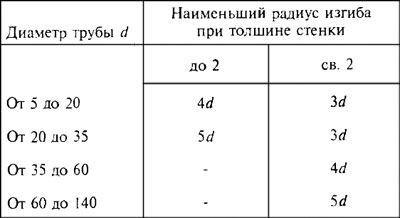
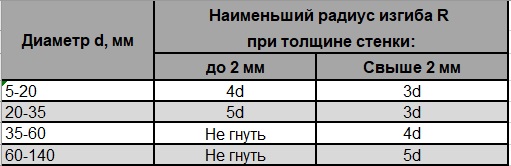
Радиусы изгиба толстостенных (толщина стенки более 2 мм) и тонкостенных (толщина стенки менее 2мм) труб различны, значения представлены в следующей таблице.
Радиусы гиба стальной водопроводной трубы
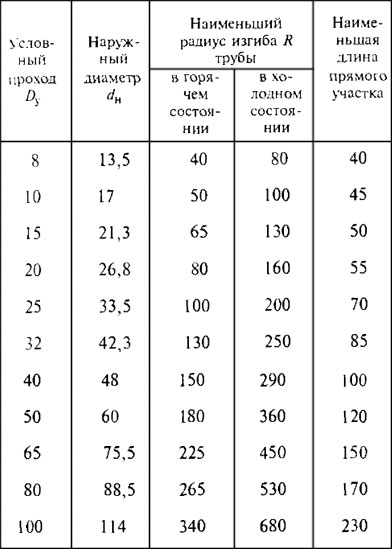
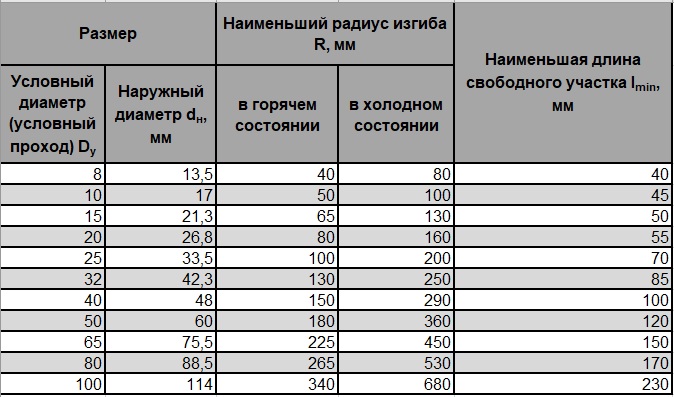
Минимальные радиусы изгиба стальной водопроводной трубы, выполненной по ГОСТ 3262-75, представлены в таблице.
Радиусы изгиба медной трубы
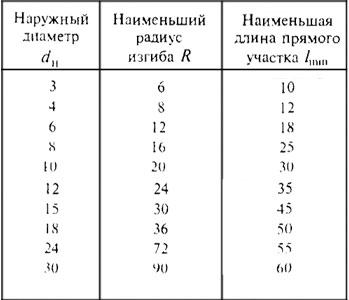
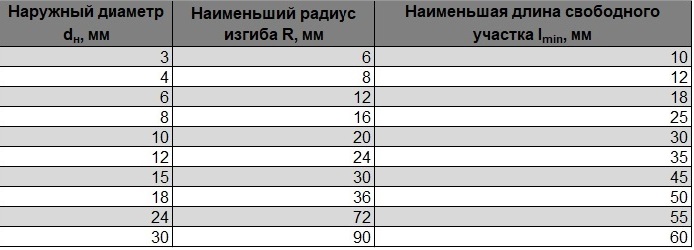
Для медных и латунных труб установлены следующие значения минимально допустимого радиуса изгиба.
К чему может привести неправильный загиб трубы
Загиб трубопроводов с радиусом меньше установленного может привести к деформации трубы, появлению изломов, трещин, утрате герметичности и снижению эксплуатационных качеств.
Также при выполнении гибки необходимо следить за тем, чтобы гиб был равномерным, а поверхность трубы на деформировалась, для этого используют специальные приспособления: оправки, валки, трубогибы, гибочные станки.
Требования ГОСТов к радиусам изгиба труб
Производство, монтаж, сварочные работы и эксплуатация труб промышленного назначения регулируются различными правовыми государственными актами. В частности, на выполнение стандартных углов (поворотов) на трубопроводе распространяется действие ряда ГОСТов. Для каждого вида заготовки применяются свои стандартные радиусы. Данный показатель зависит от внешнего сечения трубной заготовки, толщины стенки и пластичности материала, из которого ее изготовили.
Согласно требованиям ГОСТа 17365-71 минимальные значения углов поворота трубопровода из стали или цветных металлов могут допускаться в следующих диапазонах:
- Для трубопровода с внешним сечением (Dн) до 20 мм – от 2,5D
- Для трубопровода с внешним сечением более 20 мм – от 3,5D.

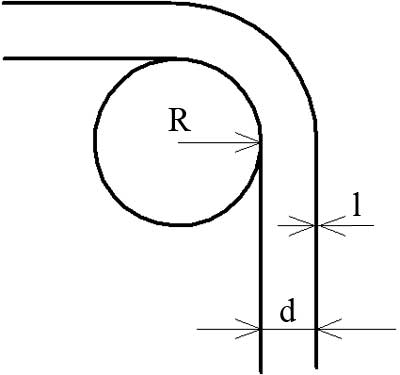
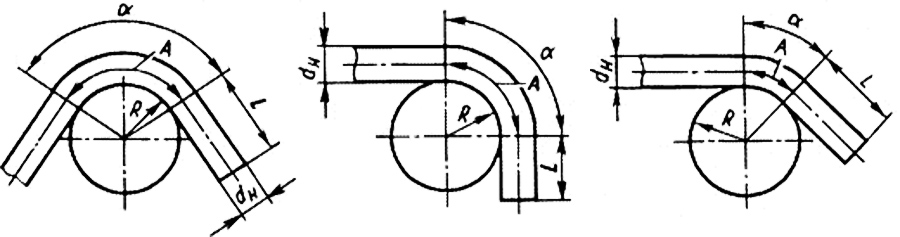
Рис.1. Радиусы поворота трубных заготовок из стали, меди и латуни:
- R, мм — радиус
- A, градус – угол поворота
- dн, мм – внешний диаметр
- L, мм – длина прямого отрезка
- А, мм – длина изогнутого отрезка
Таблица 1. Допустимые наименьшие показатели радиуса изгиба медных и латунных труб в зависимости от внешнего сечения (ГОСТ 617-90, ГОСТ 494-90).
| Внешний диаметр dн, мм | Min радиус изгиба по оси R, мм | Min длина свободного отрезка lmin, мм |
| 3 | 7,5 | 10 |
| 4 | 10 | 12 |
| 6 | 15 | 18 |
| 8 | 20 | 25 |
| 10 | 25 | 30 |
| 15 | 37,5 | 45 |
| 18 | 45 | 50 |
| 24 | 84 | 55 |
| 30 | 105 | 60 |
Уменьшение толщины стенок изделия и переход от места изгиба к прямолинейному состоянию для труб из сплавов легких металлов (алюминия) не должно быть превышать 25 процентов от первоначальной толщины.
Ручной трубогиб ДИАМЕТР ТРУБ ДО 22 ММ

Ручной трубогиб ДИАМЕТР ТРУБ ДО 42ММ

Таблица 2. Допустимые минимальные значения радиуса изгиба труб из нержавеющей стали 
| Диаметр заготовки, мм | Min радиус изгиба R при толщине стенки | |
| до 2 мм | Более 2 мм | |
| 5-20 | 4d | 3d |
| 20-35 | 5d | 3d |
| 35-60 | 6d (рекомендуется не производить гибку трубы) | 4d |
| 60-140 | 7d (рекомендуется не производить гибку трубы) | 5d |
Уменьшение толщины стенок изделия и переход от места изгиба к прямолинейному состоянию для труб из стали не должно быть превышать 20 процентов от первоначальной толщины.
Таблица 3. Минимальные радиусы изгибания водопроводных и газовых труб по отношению к внешнему сечению (по ГОСТ 3262-75)
| Параметры | Min радиус изгиба R, мм | Min длина свободного отрезка lmin, мм | ||
| Условный диаметр (условный проход) Dу | Внешнее сечение dн, мм | в нагретом состоянии | в остывшем (холодном) состоянии | |
| 8 | 13,5 | 44 | 84 | 40 |
| 10 | 17 | 58,5 | 108,5 | 45 |
| 15 | 21,3 | 75,6 | 140,6 | 50 |
| 20 | 26,8 | 93,4 | 173,4 | 55 |
| 25 | 33,5 | 115,7 | 216,7 | 70 |
| 32 | 42,3 | 151,6 | 271,6 | 85 |
| 40 | 48 | 174 | 314 | 100 |
| 50 | 60 | 210 | 390 | 120 |
| 65 | 75,5 | 262,8 | 487,8 | 150 |
| 80 | 88,5 | 309,3 | 574,3 | 170 |
Электромеханический трубогиб C.B.C. FLEX 22 (V) (диаметр труб до 28мм)

Электромеханический трубогибочный станок C.B.C. UNI 42 A (диаметр труб до 42мм)

Таблица 4. Предельные значения округлости в местах изгиба
| Внешнее сечение трубы (мм), Dн | Min показатели округлости |
| До 10 вкл. | 1 |
| Св. 10 до 18 вкл. | 2 |
| Св. 18 до 30 вкл. | 3 |
| Св. 30 до 50 вкл. | 4 |
| Св. 50 | 5 |
Таблица 5. Предельные показатели складок при изгибе трубы
Внешнее сечение (мм), Dн
Длина складки l
Высота складки h
Не допускаются
Св. 12 до 18 вкл.
Св. 18 до 50 вкл.
Наименьшие значения радиуса применяют в технически мотивированных ситуациях при соблюдении следующих условий:
- Допустимые значения округлости (овальности) не превышают значения, указанные в таблице 4.
- Размеры заломов (складок) не превышают допустимые значения, указанные в таблицах 1,2, 5.
- Показатель толщины стенок в местах округлости (изгиба) с внешней стороны трубы не менее 80% первоначальной толщины изделия.
Читайте также статью по теме: ВАРИАНТЫ РАСЧЕТОВ РАДИУСА ИЗГИБА ТРУБ.
Требования ГОСТов к радиусам изгиба труб
Минимальный радиус гиба трубы может быть получен только на дорновых трубогибах, работающих способом наматывания. К таким трубогибочным станкам относятся:
- Ручные программируемые дорновые трубогибы СМ-30 серии PARTNER в 2-х и 3-х координатном исполнении;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-30 серии PARTNER в 2-х и 3-х координатном исполнении
- Автоматические дорновые CNC трубогибочные станки СЕ-30 серии PARTNER.3X;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-51 серии MASTER;
- Автоматические дорновые CNC трубогибочные станки СЕ-51 серии MASTER.3X;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-80 серии PROFi;
- Автоматические дорновые CNC трубогибочные станки СЕ-80 серии PROFI.3X.
Минимально допустимые радиусы гибов круглых труб
Радиус гиба трубы зависит от ее наружного диаметра (Dн), толщины стенки (S) и пластичности материала.
Важным показателем, наравне с радиусом гиба, является длина прямого участка трубы, необходимая для ее зажима при гибе.
Рекомендуемые минимальные радиусы гибов и значений длин прямых участков, при гибке медных и латунных труб, изготовленных по ГОСТ 617-90 и ГОСТ 494-90
| Dн | Наружный диаметр трубы, мм | 3 | 4 | 6 | 8 | 10 | 15 | 18 | 24 | 30 |
| Ro | Радиус гиба по оси трубы (осевой радиус), мм | 7,5 | 10 | 15 | 20 | 25 | 37,5 | 45 | 84 | 105 |
| L | Минимальная длина прямого участка, мм | 10 | 12 | 18 | 25 | 30 | 45 | 50 | 55 | 60 |
Рекомендуемые минимальные радиусы гибов и значения длин прямых участков при гибке стальных водогазопроводных труб изготовленных по ГОСТ 3262-75
| Dу | Условный проход, мм | 8 | 10 | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 |
| Dн | Наружный диаметр трубы, мм | 13,5 | 17 | 21,3 | 26,8 | 33,5 | 42,3 | 48 | 60 | 75,5 | 88,5 |
| R min | Минимальный радиус гиба при горячей гибке труб, мм | 44 | 58,5 | 75,6 | 93,4 | 116,7 | 151,6 | 174 | 210 | 262,8 | 309,3 |
| Минимальный радиус гиба при холодной гибке труб, мм | 84 | 108,5 | 140,6 | 173,4 | 216,7 | 271,6 | 314 | 390 | 487,8 | 574,3 | |
| L min | Минимальная длина прямого участка | 40 | 45 | 50 | 55 | 70 | 85 | 100 | 120 | 150 | 170 |
При выборе радиуса гибки, предпочтение следует отдавать радиусам гиба для холодной гибки труб.
При определении длины заготовки детали складываются длины прямых участков и длины дуг изогнутых участков трубы.
Длина дуги изогнутого участка (А) рассчитывается по формуле:
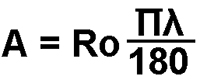
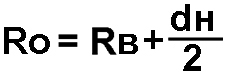
Ro — осевой радиус гиба трубы, мм
Rв — внутренний радиус гиба трубы, мм
dн – наружный диаметр труб, мм.
На радиусах гибов труб, изложенных в таблицах, гарантированно обеспечивается требуемое качество гиба по элипсности — овальности (не более 12,5%).
БАЛТИЙСКАЯ
МАШИНОСТРОИТЕЛЬНАЯ
КОМПАНИЯ
198097, Россия, Санкт-Петербург, пр. Стачек 47
(территория ОАО «Кировский завод»)
Телефон/факс: +7 (812) 331-08-40, 331-39-70
Телефон по Кировскому заводу: 71-340, 71-390
125599, Россия, г. Москва, 78 км МКАД, д.14, корп. 1
Телефон/факс: +7 (495) 133-94-72
Радиусы изгиба труб: сталь, латунь, медь
Выполняя работы по сборке трубопроводной системы появляется нужда в создании изгибов и поворотов труб. Есть два метода. Первый это использовать специальные угловые переходы, они продаются в магазине. Труба отрезается ставится переход и дальше продолжается. Второй способ – загнуть трубу. Об этом мы и поговорим. Ведь чтобы ее загнуть нужно знать минимальный радиус изгиба труб. Если не соблюдать этот параметр, то вероятность ее повреждения при загибе сильно возрастает.
Данные из гостов
Минимальный радиус изгиба труб зависит от трех факторов
- Вещество из которого состоит
- Величина наружного диаметра
- Величина толщины стенки
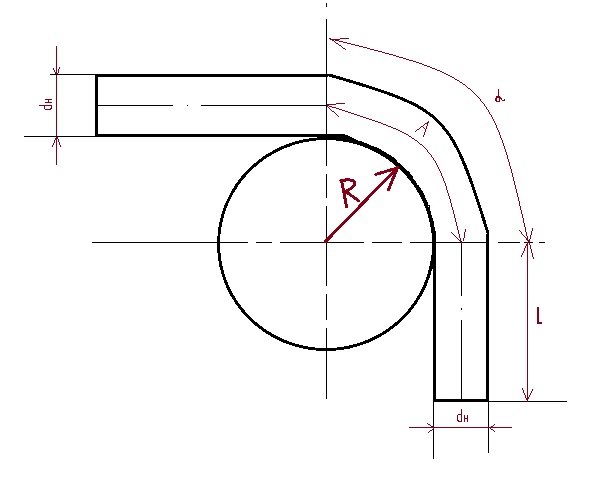
На рисунке и в таблицах ведены следующие обозначения:
- R — Радиус изгиба трубы;
- L – Минимальная длинна которая должна присутствовать непосредственно после загиба, то есть этот участок нельзя отрезать, он используется для зажима захвата при загибе трубы;
- α – Угол на который производится загиб, выражен в градусах;
- A – Длинна изогнутого участка;
- dh – Внешний диаметр трубы которую собираемся гнуть.
Прежде чем гнуть трубу нужно знать из каких материалов она состоит а также определить ее наружный диаметр , и установить соответствие в таблицах ниже.
Радиус изгиба медных и латунных
Минимальные радиусы изгиба медных и латунных труб, данные в таблице внесены согласно ГОСТ 494-90 и ГОСТ 617-90. Данные предоставлены для того чтобы гнуть трубу в холодном состоянии.
Радиус изгиба стальных водопроводных и газопроводных
Таблица 2 содержит данные по стальным водопроводным и газопроводным трубам ГОСТ 3262-75.
Изгиб металлических труб с разной толщиной стенок
Таблица 3. Радиусы изгиба стальных труб с толщиной стенки до 2мм и свыше 2мм несколько отличаются.
Последствия не верного изгиба
Если вы по каким-то причинам захотите отклонится от данных в таблицах, то вы подвергаете конструкцию трубы на поломку. Может произойти деформация внутренней и внешней части. Высока вероятность появления изломов и микротрещин, которые со временем перейдут в протечки. Срок службы такой трубы резко сокращается. Мы настоятельно рекомендуем при загибе использовать выше приведенные таблицы и не отклонятся от указанных в них значений. Следить следует не только за показателями в таблицах, но и за тем чтобы загнутая труба была равномерной и не содержала никаких деформаций. Для этого нужно пользоваться специальным предназначенным для гибоки инструментом.






