- Развальцовка медных трубок. Инструменты и технологии
- Назначение развальцовки
- Технология развальцовки
- Порядок развальцовки
- Необходимый инструмент
- Экспандер
- Конусный развальцовщик
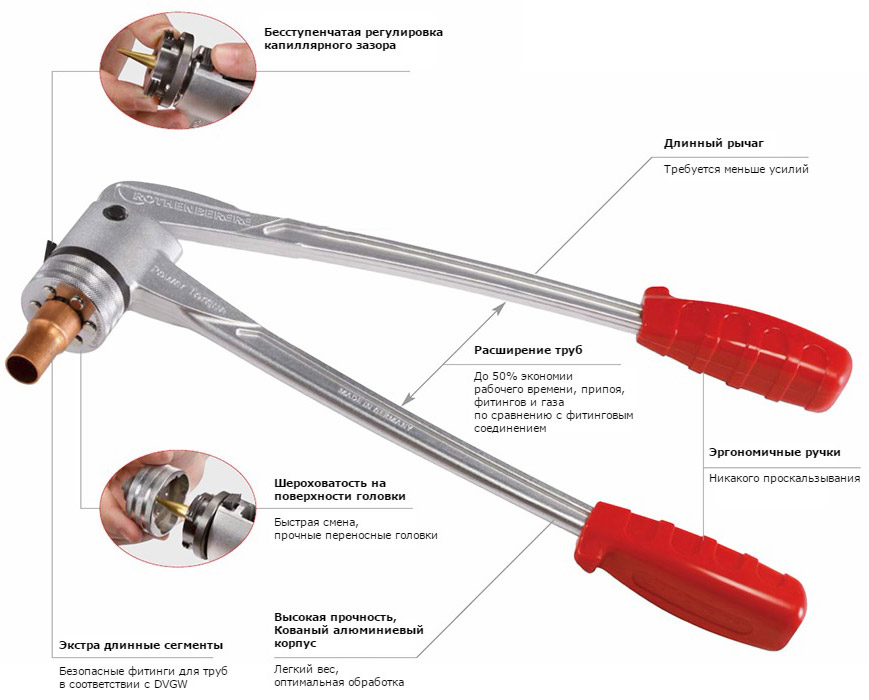
- Механический развальцовщик
- Электрический развальцовщик
- В заключение
- Развальцовка: что это такое и какие инструменты нужны?
- Что это такое и зачем нужна?
- Когда применяется?
- Обзор видов
- Одинарная
- «Под грибок»
- Двойная
- Двухсторонняя
- Инструменты и приспособления
- Этапы
- Рекомендации по выполнению
Развальцовка медных трубок. Инструменты и технологии
При устройстве, техническом обслуживании трубопроводов различного назначения, конструкции, климатических систем, установок, выполняющих функции обогрева, охлаждения, может понадобиться стыковка медных трубок. Один из проверенных методов надежного, герметичного соединения – развальцовка. Операция представляет собой искусственное расширение края трубы, что дает возможность осуществить дальнейшее соединение без ущерба для пропускной способности магистрали.
Назначение развальцовки
Необходимость развальцовки, а не, например, сварки медных трубок, относящихся к конструкции обогревающих, охлаждающих, иных подобных устройств, вызвана тем, что этот способ полностью безвреден по отношению к пропускной способности узла или магистрали.
Это особенно важно, поскольку трубки в данном случае небольшого диаметра, та же сварка приводит к существенному сужению внутреннего диаметра и снижению работоспособности трубопровода.
Другой вариант состыковки – применение фасонных элементов для соединяемых трубок – также не дает должного результата, поскольку внутреннее сечение тоже становится меньше.
Физическое расширение конца трубки позволяет установить ее на вторую трубу, патрубок без уменьшения внутреннего полезного диаметра и снижения общей пропускной способности конструкции.
Технология развальцовки
Что представляет собой развальцовка (иначе процесс называют «разбортовкой») медных трубок? Это механическое увеличение размера торца трубы с одновременной деформацией формы края.
Манипуляцию возможно выполнить благодаря тому, что мягкий металл способен менять форму под внешним воздействием. При этом площадь трубки увеличивается, а толщина на месте формования уменьшается. Воздействие оказывается, чтобы сделать на конце прямой трубки раструб необходимой формы и диаметра, который позволит соединить ее со второй деталью.
Развальцовку можно применять для труб, выполненных практически из чего угодно, не только меди. Чаще это сложно сделать по техническим причинам, кроме того, результат не покрывает затраченных сил.
 Тем более, сегодня в открытой продаже можно найти подходящие элементы, изготовленные в заводских условиях. Разбортовка обычно используется в бытовых ситуациях, где применяется для трубок из меди, поскольку с ними легко работать из-за природных свойств самого материала.
Тем более, сегодня в открытой продаже можно найти подходящие элементы, изготовленные в заводских условиях. Разбортовка обычно используется в бытовых ситуациях, где применяется для трубок из меди, поскольку с ними легко работать из-за природных свойств самого материала.
Трубки стыкуют методом сваривания или муфтой. Выбор способа (фитинговый, сварка) определяет характер первоначальной обработки краев трубки.
Сварка предполагает постепенное увеличение отверстия до того момента, пока оно не станет больше размера наружного элемента на пару десятых миллиметра. Пространство между деталями при спаивании заполнится припоем, что обеспечит крепость соединения.
Если речь идет о фитинговом способе, то трубку сначала также вальцуют до нужного размера, а потом еще делают на ней фаску. Это дает большую площадь контакта, за счет чего достигается лучшая стыковка. Характерная пластичность, гибкость, присущие меди, только помогают, так как позволяют плотно обхватить деталь по всей площади соединения и заполнить образовавшиеся пустоты.
Порядок развальцовки
Развальцовка медной трубки состоит из нескольких последовательных шагов:
- трубу режут под прямым углом, тщательно очищают плоскости рядом с местом отреза, при необходимости возвращают детали правильную форму, если во время обрезки была допущена деформация. Этап очень важен, поскольку некачественное выполнение подготовительных операций не позволит добиться хорошего соединения, даже если потом все выполнять по инструкции;
- подготовленную трубу размещают в инструменте, тисках, оставляя несколько миллиметров «на улице», чтобы была возможность свободно работать с этим участком. Если планируется использовать фитинг, то сразу ставят обжимную гайку и потом помещают трубку в держатель, так как установить гайку после развальцовки сложно;
- внутрь трубы вставляют подходящий расширитель и вкручивают. За счет давления металл растягивается, а кромка трубы приобретает форму конуса;
- далее расширитель вынимают и изучают получившийся раструб, зачищают его от заусенцев.
Если на трубе образовались трещины, раструб увело, края перекошены, то нужно обрезать такой участок, а потом заново выполнить операцию, добиваясь положительного результата.
Необходимый инструмент
Развальцовку медных труб можно сделать различными по устройству, сложности конструкции, стоимости инструментами.
Проще всего вручную натянуть трубку из меди на болванку подходящего размера. Эффект будет достигнут, но получить таким образом ровный, геометрически правильный раструб с одинаковыми по толщине стенками, ровным растяжением металла по всей поверхности сложно. Давление со стороны рук тоже может меняться, что чревато искривлением самой трубки, перекосами и плохим конечным результатом.
Выполнить развальцовку точно, правильно помогут более сложные, совершенные инструменты, коэффициент полезного действия которых выше.
Экспандер
 В данном случае также используется простая человеческая сила. Инструмент выполнен как расширитель с двумя ручками. Расширитель представляет собой элемент в виде конуса, помещаемый в трубу. Давление на рычаги обеспечивает расхождение частей расширителя, благодаря чему труба растягивается.
В данном случае также используется простая человеческая сила. Инструмент выполнен как расширитель с двумя ручками. Расширитель представляет собой элемент в виде конуса, помещаемый в трубу. Давление на рычаги обеспечивает расхождение частей расширителя, благодаря чему труба растягивается.
Преимущества экспандера в том, что он недорогой, а работа с ним простая и быстрая. Минус – невысокое качество результатов, поскольку стенки трубы деформируются по-разному, а тонкие места могут вовсе порваться.
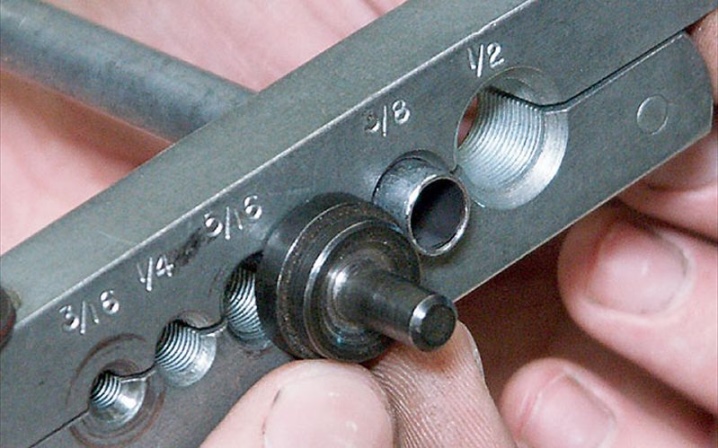
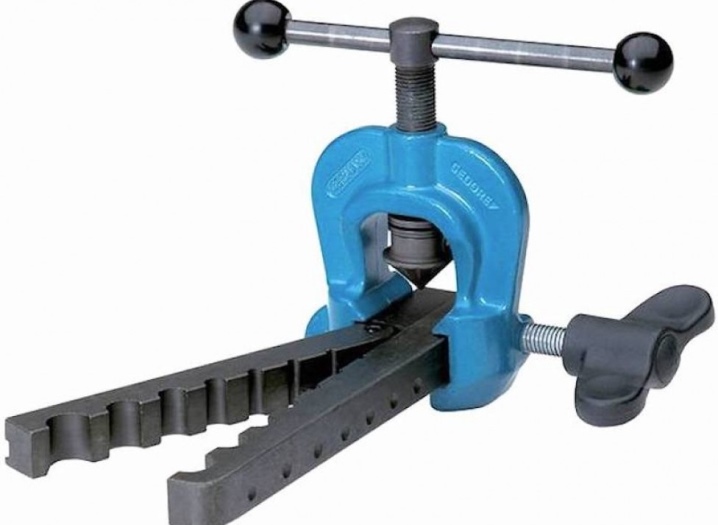
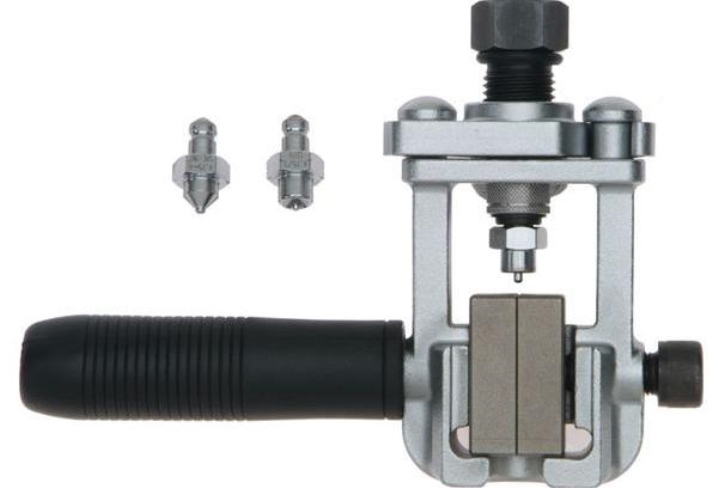
Конусный развальцовщик
 Состоит из двух частей: матрицы и собственно развальцовщика. В матрице сделаны отверстия, соответствующие типовым размерам труб.
Состоит из двух частей: матрицы и собственно развальцовщика. В матрице сделаны отверстия, соответствующие типовым размерам труб.
Развальцовщик работает следующим образом: вращается силовой винт, расширитель ввинчивается внутрь трубы, постепенно увеличивая ее размер. При этом взаиморасположение трубы и расширителя не меняется, что достигается за счет специальных направляющих, так удается избежать перекосов — раструб получается правильным.
Механический развальцовщик
Инструмент похож на предыдущий, только рабочая часть у него выполнена не конусом, а вальцами. Вальцы не растягивают, а раскатывают стенки. Расширение происходит плавно, симметрично, металл сохраняет одну толщину по всей обрабатываемой площади, раструб выходит правильной формы.
Электрический развальцовщик
Электропривод инструмента существенно уменьшает трудозатраты, ускоряет процесс разбортовки.
В заключение
Еще несколько правил для развальцовки:
- работы следует начинать после внимательного осмотра трубы – необходимо очистить поверхность, кромку от грязи, неровностей, вмятин, загибов;
- в процессе развальцовки нужно постоянно контролировать, чтобы наконечник не перекосило, так как раструб тогда не получится ровным, не сможет выполнять качественное соединение;
- если расширение осуществляется вручную, то конусную болванку необходимо вкручивать, а не вдавливать – так получится равномерно распределить усилия и не допустить повреждения трубки;
- разбартовка трубы экспандером за 2-3 этапа (не за раз!) позволит выполнить операцию более эффективно; сначала следует чуть увеличить размер кромки, потом повернуть расширитель и уже тогда вытягивать до нужного диаметра;
- при размещении трубы в станке, чтобы добиться надежной фиксации, необходимо использовать отверстие строго в размер;
- трубку перед работой зачищают абразивным инструментом, чтобы также добиться плотной фиксации внутри держателя, иначе она будет болтаться и проскальзывать.
Справиться с развальцовкой трубок из меди своими силами, чтобы добиться высокой надежности соединений, вполне возможно, если есть соответствующая практика. Получить ее поможет работа на различных трубках до выполнения задуманных операций на конкретном трубопроводе, приборе.
Важно понять, какой для планируемых задач подойдет инструмент, например, насколько целесообразно приобретать дорогой, если использовать его предполагается однажды. Для этого сгодится недорогой развальцовщик, небольшое количество насадок.
Профессионалу, который постоянно занимается ремонтом, монтажом, обслуживанием трубопроводов, специального оборудования, конечно, понадобятся серьезные инструменты, среди которых могут быть, например, риммер, устройства для гибки и резки труб.
Специальные наборы, часто представленные вместительным кейсом с инструментами, применяются для односторонней/двусторонней развальцовки дюймовых/метрических трубок, например, тормозных трубок автомобиля, кондиционера.
Конфигурация вальцовщика обычно включает распространенные метрические (4,75, 5, 6, 8, 10 миллиметров), дюймовые размеры (1/4, ½), в комплектацию входят также зажимная планка и штампы (пуансоны) грибки с размерами.
Развальцовка: что это такое и какие инструменты нужны?

Трубы можно соединять разными способами, но нередко возникают сложности, которые делают невозможным применение любого из них. Это могут быть незначительные расхождения в диаметрах труб, неровности на стенках и прочие дефекты. Исправить такие ситуации можно за счет проведения развальцовки торца труб.


Что это такое и зачем нужна?
Развальцовка — это процесс обработки труб, в ходе которого на одном из концов заготовки получается коническая «юбка». По диаметру это образование больше, чем размеры заготовки. Такой результат достигается за счет растяжения материала. При увеличении сечения «юбки» уменьшается толщина металла в этом месте.
Развальцовка выполняется в соответствии с требованиями, которые прописаны в соответствующих ГОСТах. Только в этом случае можно быть уверенным в качественном и надежном соединении деталей, которое выдержит рабочие нагрузки и давление.

Когда применяется?
Развальцовка нашла широкое применение в современном мире. К этому методу обработки металлических труб обращаются в различных случаях.
- Соединение трубок кондиционера требует употребления муфт. Применение этого метода объясняется необходимостью в контроле рабочих жидкостей и неприемлемостью использования сварки. Аналогичная ситуация складывается в сфере производства холодильных установок.
- Пайка медных заготовок может быть выполнена на высоком уровне только при условии хорошего соприкосновения поверхностей труб. В случае обработки заготовок с разным диаметром проблем не возникает — они просто вставляются друг в друга и спаиваются между собой. Для труб с одинаковым диаметром приходится применять развальцовку для торцов, увеличивая тем самым площадь соприкосновения. Если ее не применять, то соединение не получится прочным и разорвется от рабочих усилий или вибрации.
- Создание подводок из нержавеющих гофрированных труб.
- При конструировании трубопроводов или проведении ремонтных работ в процессе создания различных приборов возникает необходимость в качественном соединении медных трубок. Благодаря развальцовке можно подготовить отверстия для дальнейшего соединения.
- Монтаж трубопроводов из металлопластиковых, алюминиевых, стальных и прочих материалов, а также устранение протечек в уже существующих конструкциях.
- Упрощенный процесс соединения торца труб может потребоваться в декоративных и прочих целях. В этом случае развальцовка позволяет зафиксировать заготовку торцом к плоскости, например.
- Создание сложных конструкций, которые, к примеру, предполагают прокладку электрических жгутов, требуют обеспечение прохождения через изгибы. Для решения таких задач вся конструкция разбивается на несколько фрагментов, которые соединяются между собой муфтами.
- В сфере производства автомобилей существует необходимость создания быстроразъемных соединений для формирования гидравлических тормозных систем и элементов для систем сцепления.
- Подготовка труб под шланг, изготовление заклепок, втулок и прочих деталей.




На самом деле развальцовка имеет широкое применение, и всего не перечислишь.
Главные моменты мы указали, потому можем продвигаться дальше в процессе изучения особенностей этого способа обработки труб из разных материалов.
Обзор видов
Существует несколько основных видов развальцовки.

Одинарная
Одинарный тип является самым простым из всех существующих. Этот способ довольно редко применяется, поскольку характеризуется низким качеством и недостаточно прочным соединением труб. Одинарная развальцовка делается под углом в 45 градусов, имеет вид одинарной воронки, выполняется при помощи любого ручного устройства.

«Под грибок»
Это одноразовая развальцовка. Для нее нужен специальный эксцентрик. Хотя такая развальцовка считается одноразовой, но на практике трубка может прикручиваться несколько раз, и качество соединения при этом не страдает — это неоднократно было проверено на практике.

Двойная
Двойная воронка —это американский стандарт. С такой обработкой трубы могут соединяться многократно. Для достижения такого результата необходимо проделать две операции. В результате первой получается «пузырь» в виде оправы.
В ходе второй операции происходит заминание конусом – и образовывается воронка.
Двухсторонняя
Такая развальцовка имеет вид одинарной воронки с двойным краем. Этот результат можно получить за счет применения профессионального инструмента, который поставляется с комплектом насадок.

Инструменты и приспособления
Справиться с развальцовкой на высоком уровне невозможно без использования специальных инструментов и агрегатов. Лишь в единичных случаях обработки труб из податливого материала возможно обойтись конусами и шаблонами. Для большого объема работ или обработки заготовок из жесткого материала такой метод не подойдет. Для развальцовки применяется специальное оборудование.
- Экспандер на настоящий момент является самым простым устройством для развальцовки труб. Этот агрегат работает в паре с насадками-шаблонами или штампами. Меняя эти насадки, можно обрабатывать трубы с разным диаметром. Растягивание происходит быстро, с минимальными усилиями. Недостатками являются неоднородность деформации и вероятность образования трещин.

- Конусный развальцовщик также является простым устройством, которое позволяет получать достойные результаты. Фиксирование трубы осуществляется в тисках, в заготовку вдавливается конус несколько раз. С каждым разом конус погружается на большую глубину. Популярность этого станка объясняется низкой стоимостью и простой эксплуатацией.
- Механический развальцовщик демонстрирует более высокое качество обработки заготовок. На трубу воздействует сразу несколько стальных валиков. Вместе с агрегатом пользователь получает набор валиков, рассчитанных на разный диаметр заготовок. За счет многократного прокатывания валиков по внутренней части трубы с определенным усилием материал растягивается равномерно и одинаково по всему диаметру.
- Развальцовщик с электроприводом — это профессиональное автоматизированное оборудование. Стоимость таких агрегатов высокая, но она полностью соответствует производительности и отменному качеству обработки труб. Работа также построена на многократном воздействии валиков на заготовки. На российских предприятиях обычно устанавливаются агрегаты из Италии, Германии и Британии. Рассчитывать на окупаемость станка можно лишь при постоянной его эксплуатации.

- Стационарные станки для развальцовки встречаются только на крупных промышленных объектах.


Этапы
Чтобы лучше понимать технологию развальцовки, будет полезно рассмотреть основные этапы этого процесса.
- Тщательная торцовка, результатом которой должен стать прямой угол между торцом и плоскостью. Чем меньше в этом показателе будет отклонений, тем качественнее получится результат.
- Зачистка металла, удаление заусениц, окислов и прочих дефектов.
- Надевание на трубу резьбовой муфты.
- Зажимание заготовки в станине. При этом над станиной оставляется несколько миллиметров круглой заготовки — это будет рабочей областью.
- При вкручивании винтового элемента развальцовывающий конус должен упираться в торец с такой силой, чтобы возникающего давления хватало для деформации трубы. Результатом такого воздействия будет образование «юбки» со скосом в 45 градусов.
- Труба может выниматься из станины, а муфта при этом перемещается к обработанному краю.
- Для облегчения обработки трубы используется смазка. Винт перемещается вперед и назад, пока не будет получен желаемый результат.


При работе с ручным инструментом принцип работы немного меняется.
- Заготовка торцом насаживается на головку с подходящим диаметром до упора.
- Стационарная рукоятка удерживается, а подвижная – перемещается по окружности. При таком воздействии губки головки будут постепенно разводиться. Чрезмерных усилий применять не нужно, поскольку можно разорвать заготовку.
- Когда диаметр будет расширен до нужного значения, можно снимать обрабатываемую трубу, и проверять полученный результат.


Рекомендации по выполнению
Даже если ранее никогда не приходилось сталкиваться с процессом развальцовки, можно с первого раза получить хороший результат. В этом помогут советы и рекомендации от специалистов.
- Трубы перед работой нужно тщательно проверить. Их сечение должно быть идеально круглым, без заусенцев, мусора и прочих дефектов.
- В процессе обработки нельзя допускать перекоса заготовок и расширяющего наконечника. Иначе раструб будет асимметричным, и надежного соединения уже не получится.
- В случае ручной обработки болванка не вдавливается, а вкручивается. В этом случае усилие будет равномерно распределяться, и вероятность повреждений трубы будет снижена.
- Если работа выполняется экспандером, обработка трубы делится на несколько этапов. Растягивание трубы должно выполняться после небольшого расширения кромки.
- Используя станки с матрицами, нужно четко подбирать отверстие под диаметр заготовки – погрешность здесь должна быть минимальной.
- Труба по внешней стороне обрабатывается абразивной губкой, что позволит убрать пыль и прочие загрязнения. Пропустив этот этап, можно столкнуться с проскальзыванием заготовки в матрице, что сильно усложнит работу.
Обзор инструмента для развальцовки труб смотрите далее.






