- Холодная сварка для труб отопления: возможности использования при ремонтах труб и радиаторов, выполненных из различных металлов
- Возможности использования холодной сварки для ремонта труб отопления
- Правила выбора клеящего средства для труб отопления
- Технологический процесс
- Подготовительные работы
- Основной этап
- Холодная сварка для труб
- Преимущества
- Недостатки
- Разновидности клеящих составов
- Критерии выбора труб и вида клея
- Использование холодной сварки для ремонта протечки трубы
- Можно ли холодной сваркой отремонтировать батарею отопления
Холодная сварка для труб отопления: возможности использования при ремонтах труб и радиаторов, выполненных из различных металлов
Холодная сварка – достаточно универсальный способ осуществления ремонта различных изделий из металлов, особенно если такой ремонт необходимо осуществить быстро и в короткие сроки ввести изделие снова в эксплуатацию. Не являются исключением и случаи с трубами и радиаторами отопления, когда они неожиданно дают течь. В этом случае холодная сварка может стать хорошим подспорьем при выполнении ремонтных работ в тот период, когда отопительный сезон не закончен, либо когда возникла необходимость срочно осуществить ремонт практически без остановки процесса отопления жилого или нежилого помещения.
В настоящее время встречается достаточно большое количество различных вариантов холодной сварки, которая может использоваться для разных видов материалов. По своему виду холодная сварка – это специальный клеящий состав, в котором могут присутствовать различные примеси или наполнители в зависимости от тех видов металлов, которые будут соединяться с помощью данного состава.
Возможности использования холодной сварки для ремонта труб отопления
Использование холодной сварки возможно для стали, чугуна, меди как видов металлов, из которых изготавливаются трубы и радиаторы отопления.
Однако следует помнить, что при осуществлении ремонта труб отопления с помощью холодной сварки вне зависимости от того идет ли речь о стальных трубах, чугунных или медных, данная мера является временной, так как по окончании отопительного сезона или эксплуатации отопительных приборов потребуется провести качественный ремонт с использованием сварки в прямом смысле этого слова.
Правила выбора клеящего средства для труб отопления
Если необходимо осуществить ремонт труб отопления (а в данной сфере холодная сварка используется именно для этого процесса), необходимо уделить внимание тщательному подбору клеящего состава, так как это позволит получить максимальный результат, с точки зрения качества выполненного ремонта. К таким правилам относятся:
- подбор клеящего состава в соответствии с материалом, из которого были изготовлены подлежащие ремонту трубы (в зависимости от металла, который был использован для изготовления труб, подбирается наполнитель клеящего состава, так как для каждого вида металлов следует подбирать свой наполнитель);
- выбор клеящего состава в зависимости от срока его застывания посредством полной полимеризации состава после нанесения на ремонтируемый участок. Чем меньше время полной полимеризации, тем раньше возможно будет использовать трубу отопления или радиатор по его прямому назначению. Однако в рекомендациях к разным видам холодной сварки содержится указание на то, что использовать трубы или радиаторы возможно только по истечении не менее суток с момента совершения такого ремонта;
- клеящие характеристики, связанные с тщательностью предварительной подготовки ремонтируемого участка. Дело в том, что нередко подготовить трубу отопления или радиатор таким образом, чтобы состав наносился только на чистый металл, невозможно. В связи с этим при выборе холодной сварки необходимо уточнить информацию о том, насколько тщательно надо готовить саму трубу путем зачистки покрытия до металла либо возможно обойтись простым обезжириванием;
- дополнительным фактором является объем клеящего состава, что влияет на возможность выполнения нескольких ремонтов (при необходимости) либо использование упаковки состава однократно.
 Примерная стоимость холодной сварки для батарей и труб на Яндекс.маркет
Примерная стоимость холодной сварки для батарей и труб на Яндекс.маркет
Технологический процесс
Весь процесс ремонта радиаторов и труб отопления вне зависимости от того, из какого материала они изготовлены, осуществляется в два этапа: подготовительный и основной.
Подготовительные работы
Содержание подготовительного этапа зависит от того, какие требования предъявляет к ремонтируемому изделию сам клеящий состав, в том числе требование о наличии чистого металла, на который будет наноситься состав.
В том случае, если подготовительный этап отвечает требованиям о предоставлении клеящему составу доступа к чистому металлу, то он будет состоять из следующих шагов:
- зачистка ремонтируемого участка до чистого металла. В случае с тонким слоем покрытия, например, лакокрасочного, можно обойтись щеткой по металлу. Однако в случае с толстым слоем покрытия может потребоваться механическая очистка с помощью специального круга и болгарки. В случае если ремонтировать предстоит старую трубу, то зачистка до металла должна осуществляться предельно осторожно;
- после того как металл был очищен, следует обезжирить поверхность, например, с помощью, спирта или иных жидкостей, чей химический состав позволяет добиться чистоты металла. В случае если холодная сварка не требует обязательной очистки от лакокрасочных покрытий, сразу наступает шаг очистки путем обезжиривания. Само обезжиривание производится с помощью ватного тампона или иного материала. При этом желательно, чтобы такой материал был безворсовым, так как, в противном случае, его микрочастицы могут негативным образом сказаться на чистоте покрытия.
Основной этап
Следующий этап – основной, в ходе которого происходит сам ремонт с помощью холодной сварки, состоящий из следующих шагов:
- подготовка клеящего состава. Она выносится в основной этап, так как требует очень быстрого выполнения всех необходимых действий в силу того, что сам состав застывает очень быстро, что может привести к потере им своих пластичных свойств еще до момента нанесения на ремонтируемый участок;
- в случае если речь идет об однокомпонентном составе, необходимо отрезать кусок такого размера, чтобы хватило на покрытие того места, которое потребуется покрыть с целью выполнения ремонта. Этот кусок требуется размять до такой степени, чтобы получить пластичную массу, которая будет принимать ту форму, которая потребуется на ремонтируемом участке;
- если речь идет о двухкомпонентном составе, необходимо в равных пропорциях смешать элементы такого состава, чтобы получить необходимую по качеству массу, после чего она будет готова к применению в рамках осуществляемого ремонта;
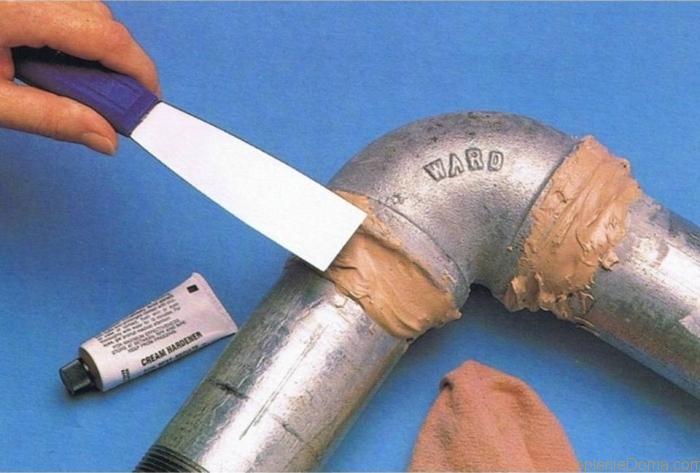
- следующим шагом становится нанесение самого состава на ремонтируемый участок. Как уже говорилось выше, нанесение холодной сварки должно осуществляться быстро, иначе процесс полимеризации (то есть застывания) наступит гораздо раньше, в результате чего качественного соединения не получится;
- после того как состав нанесен на ремонтируемый участок, этот участок необходимо защитить от воздействия окружающей среды. Выполнить это возможно посредством специального хомута или зажима, который надевается на тот срок, который указан на упаковке с холодной сваркой (это срок предельного затвердевания состава, после которого он приобретает свою максимальную прочность).
Как правило, после такого ремонта эксплуатировать изделие (трубу или радиатор) возможно не ранее, чем через восемь часов. Однако полная полимеризация, после наступления которой возможно полноценное использование изделия, происходит не раньше, чем через сутки. Этот период времени дается с учетом того, что труба отопления или радиатор будет использоваться путем его наполнения горячей водой.
При работе с холодной сваркой следует помнить о мерах безопасности для защиты кожных покровов рук – всю работу необходимо осуществлять в перчатках, а для того, чтобы состав не прилипал к рукам, поверхность необходимо смачивать водой (например, с помощью ватных тампонов).
Холодная сварка для труб
Холодная сварка для труб отопления – это клей для ликвидации протечек в трубопроводе, на котором отсутствуют сильные нагрузки, высокое давление, повышенные температуры. Такой ремонт системы отопления не имеет ничего общего с инверторной сваркой. Протечки устраняются благодаря высокой адгезии клеящего состава к поверхности. После схватывания холодной сварки итоговый результат не уступает по качеству классическому шву.
Нанесение средства не требует определенных навыков, поэтому ремонтные работы легко выполняются своими руками. Этот метод уместен в ситуациях, когда сваривание горячим методом опасно либо вызывает технические трудности. Он пригоден для точечной заклейки сантехники, радиаторов, труб, расширительных бачков и прочих конструктивных элементов отопительной системы.
Преимущества
- надежное устранение трещин, сколов и протечек в бытовых трубопроводах;
- безопасное использование, отсутствует деформация и напряжение на металле;
- при формировании шва не допускается нагрев, не нужен дополнительный инструмент;
- не плавит материал, подходит для ремонта металлопластиковых и пластиковых конструкций;
- ремонт не занимает много времени, уместен для заделки течи в экстренном случае, необходимо строго соблюдать инструкцию производителя;
- самый бюджетный способ ремонта водопроводных труб.
Недостатки
- применяется только для мелкого ремонта повреждения трубы в местах, где отсутствует нагрузка;
- требует тщательного соблюдения технологии нанесения, иначе не будет держаться;
- в процессе сваривания необходимо соблюдать заданную температуру;
- в отличие от инверторной сварки шов не является долговечным, это только временная мера.
Разновидности клеящих составов
Холодная сварка востребована для точечного ремонта труб. В продаже предлагается клей зарубежных и отечественных брендов. Он различается не только стоимостью, но и качеством. Хорошо зарекомендовали себя такие материалы:
- Abro и HI-Gear — импортные;
- Алмаз и Полимет — отечественные.
Главным элементом является эпоксидная смола, придающая ингредиентам однородного состава и пластичности. В качестве дополнительных компонентов применяются минеральные добавки: оксид железа, сера и другие, влияющие на качество адгезии. Их наименование и количество каждый производитель определяет самостоятельно. Для усиления прочности после застывания используется металлический компонент.
Для ремонта пригоден состав с пометкой «для труб», при этом ненужно спускать воду с отопительной системы. Холодная сварка схватывается в течение 15-30 минут. Не рекомендуется подвергать трубопровод нагрузке 1,5-2 часа после сваривания. Некоторым маркам клея необходимы сутки до полного затвердения. После заделки пробоин и трещин поверхность шлифуют с последующим грунтованием и окраской.
Критерии выбора труб и вида клея
Холодная сварка для труб различается по консистенции и составу. Жидкий клей производят двухкомпонентным – в виде клеящей смеси и отвердителя. Их соединяют в определенной пропорции непосредственно перед применением. При выборе материала для заклейки дефектов нужно учитывать состав и назначение. Пластичный аналог по консистенции напоминает пластилин. Его продают в виде однокомпонентной либо двухкомпонентной смеси. Он изготавливается в форме бруска, который перед использованием тщательно разминают. Производители предлагают такие разновидности холодной сварки:
- для металла – пригоден для временной заклейки течи в металлическом трубопроводе с низким давлением, резервуаров, карбюраторов и радиаторов автомобилей;
- для пластиковых труб – специализированный состав для пластиковых и пластмассовых деталей, хорошо устраняет трещины на корпусе, пригоден для пвх труб, хорошо герметизирует соединения;
- универсальный – может использоваться для пластмассовых, металлических, полипропиленовых, стеклянных и керамических изделий, хуже склеивает по сравнению со специализированными составами;
- для сантехники – устраняет трещины и течи на раковинах, унитазах и прочих фарфоровых и фаянсовых сантехнических приборах.

Использование холодной сварки для ремонта протечки трубы
Перед началом работ по свариванию необходимо перекрыть краны запорной арматуры, слить воду, обеспечить хороший доступ к проблемному участку. Участок с трещинами и сколами очищают от загрязнений, обезжиривают. Обязательно удаляют старые слои краски. Застарелую краску в месте течи можно очистить крупнозернистой наждачной бумагой либо болгаркой, используя специальные насадки.
Если ремонтные работы выполняются в отопительный период, слив воды из системы выполнить не всегда получится. Заделку дефектов проводят на функционирующей магистрали. При этом не следует рассчитывать на качественную адгезию между материалами. Стекающая жидкость не дает возможность хорошо прилипнуть клею к участку.
Для устранения свищей необходимо использовать холодную сварку в жидком виде. Ней хорошо пропитывают ткань и плотно обматывают поврежденный фрагмент. Такой ремонт является временным, в межсезонье рекомендуется устранить течь капитально. Пластиковые и полимерные трубы сваривают между собой по такой схеме:
- В местах заклеивания участки труб обрабатывают наждачной бумагой для улучшения адгезии. Процедура позволяет удалить различные загрязнения, препятствующие качественному склеиванию.
- На торцах труб диаметром 10-20 мм допуск перпендикулярности не должен превышать 2 мм.
- Места соединения муфтой обрабатывают наждаком, снимая тонкий слой пластика в пределах 0,1-0,2 мм по всему диаметру. Площадь поверхности должна быть не меньше половины длины муфты. Не допускаются грубые дефекты и заусеницы.
- Клеящий состав смешиваем согласно инструкции. Готовую смесь необходимо израсходовать в течение 3 минут.
- После нанесения смеси на соединяемые элементы готовый участок трубы зажимают прессом. Допустимый вес производитель указывает на упаковке холодной сварки.
Через 8 часов после ремонта трубопровод готов к последующей эксплуатации. Данный способ пригоден для монтажа трубопроводов и точечного ремонта.

Можно ли холодной сваркой отремонтировать батарею отопления
Для металлических контуров отопления приобретают специализированный клей, допускающий ремонт и эксплуатацию трубопровода с высокой температурой. Холодная сварка для стальных батарей отопления позволяет устранять свищи в контурах подачи горячей воды. Такой способ заделки дефектов используют временно. При первой возможности рекомендуется сварить данный фрагмент инверторным аппаратом.

Данный метод не рекомендуется применять на сложных конструктивных элементах отопительной и водопроводной магистрали. С помощью клеящего состава выполняют только поверхностный ремонт чугунных, стальных и алюминиевых трубопроводов, радиаторов, расширительного бачка при условии, что к месту дефекта имеется свободный доступ. Клеящая смесь не является полноценной сваркой. Она устраняет дефект посредством заклеивания трещины, поэтому при механическом воздействии адгезия нарушается. Соединение не устойчиво «на отрыв».






