- Ревизия, подготовка и испытание арматуры.
- РЕВИЗИЯ, ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ ТРУБОПРОВОДНОЙ АРМАТУРЫ
- Требования, предъявляемые к опрессовке, и типичные ошибки
- Граница разграничения ответственности
- Манометры
- Поверка манометра
- Подключение манометра
- Где должны стоять манометры
- Термометры
- Промывка фильтров и грязевиков
- Элеватор
- Изоляция и предупреждающие цветные кольца на трубопроводах
- Запорная арматура
- Маркировка арматуры
- Ревизия клиновых задвижек
- Дренаж
Ревизия, подготовка и испытание арматуры.
Вся трубопроводная арматура, поступающая на монтаж, должна соответствовать требованиям монтажных чертежей и техническим условиям (ТУ) государственных (ГОСТ) и отраслевых (ОСТ) стандартов.
Трубопроводную арматуру перед монтажом тщательно осматривают и устанавливают: соответствие арматуры требованиям проекта; наличие технической документации заводов изготовителей; качество корпуса (отсутствие трещин, раковин, сколов и других дефектов); качество уплотнительных поверхностей (отсутствие следов коррозии, рисок, раковин); возможность свободного и плавного движения шпинделя.
При ревизии трубопроводной арматуры выполняют следующие работы: очистку, расконсервацию и осмотр всех деталей; смазывание ходовой части; проверку уплотнительных поверхностей; сборку арматуры с установкой всех прокладок, набивку сальника и проверку движения ходовой части, гидравлическое испытание на прочность и плотность.
Работы по ревизии арматуры проводят в специальном помещении, оборудованном приспособлениями для ревизии и станками для устранения дефектов и испытания арматуры.
Запорная, регулирующая и предохранительная арматура должна быть подвергнута контрольной ревизии.
Кольца и диски задвижек, а также пробки проходных кранов должны быть притерты. Риски на торцах квадратов пробковых проходных кранов и шпинделей регулировочных кранов должны соответствовать направлению прохода среды.
Сальники у задвижек, вентилей и кранов должны быть плотно набиты и уплотнены.
Материал уплотнения затворов вентилей должен быть проверен на соответствие транспортируемой среде.
Уплотняющие поверхности задвижек притирают на станках различной конструкции или вручную путем качения шпинделя задвижки с поворачиванием затвора в уплотнительных стенах корпуса.
Вентили и краны притирают, вращая золотник, пробку или специальный притир на уплотнительных поверхностях затвора. Вращать притир можно вручную, шлифовальной или сверлильной машиной.
У арматуры после длительного хранения сальниковую набивку следует заменить на новую. Набивку укладывают отдельными кольцами. Укладка спиралью не допускается. Высота обжатой в гнезде набивки должна быть такой, чтобы вставленный в гнездо стакан сальника можно было при необходимости подтянуть. Для арматуры диаметром до 100 мм возможная подтяжка сальника составляет 20 мм, при большем диаметре арматуры — 30мм.
Сальниковую набивку для задвижек, вентилей и кранов выбирают в зависимости от рабочей среды. Если рабочей средой служит вода температурой до 100ºС, то рекомендуется асбестовая, тальковая плетеная, или фторопластовая набивка.
Арматура вентильного типа, устанавливаемая на трубопроводах горячей воды температурой горячей воды температурой до 140ºС, должна иметь уплотнение затвора из теплостойкой резины или фибры, а при температуре воды до 180ºС и паре низкого давления — из фибры.
Вентили, пробковые проходные краны и задвижки, поступающие на сборку или непосредственно на монтаж для систем отопления, горячего и холодного водоснабжения, испытывают гидравлическим давлением 1 МПа в течении 2 мин или пневматическим 0,15 МПа в течении 0,5 мин. Падение давления по манометру не допускается. Испытание необходимо проводить с соблюдением мер техники безопасности.
При пневматическом испытании детали и узлы трубопроводов для обнаружения дефектов погружают в ванну с водой. Устранять дефекты во время испытаний подваркой, чеканкой или подтягиванием резьбовых соединений не допускается. На монтажных заводах применяют специальные стенды для одиночного или группового испытания арматуры. При испытаниях соблюдают необходимые правила техники безопасности.
РЕВИЗИЯ, ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ ТРУБОПРОВОДНОЙ АРМАТУРЫ
Ревизию, ремонт и испытания трубопроводной арматуры проводят, как правило, в период ревизии трубопроводов, а также во время остановки отдельных агрегатов, установок или цехов на ремонт.
Трубопроводную арматуру, установленную на газопроводах для горючих газов, рекомендуется периодически опробовать в рабочих условиях, независимо от параметров среды. При опробовании проверяют герметичность сальникового устройства и исправность действия затворного механизма без проверки герметичности уплотнительных поверхностей.
Сроки проверки состояния предохранительных и обратных клапанов, включая разбору и чистку, устанавливают в зависимости от характера работы и чистоты газа, но не реже 4000-4500 часов их работы.
Наиболее распространенными причинами выхода арматуры из строя являются:
· Нарушение герметичности уплотнительных поверхностей;
· Повреждение внутренней и наружной поверхности арматуры вследствие коррозии и эрозии;
· Нарушение герметичности сальникового уплотнения;
· Износ резьбы шпинделя (штока).
Ревизия, ремонт и испытание арматуры должны проводиться в специализированных мастерских. В отдельных случаях допускается производить ревизию арматуры путем ее разборки и осмотра на месте установки.
Обычно ревизию трубопроводной арматуры следует проводить в следующем объеме:
– внешний осмотр, проверка герметичности сальника и фланцевых соединений;
– разборка для осмотра уплотнительных поверхностей;
– тщательный осмотр отдельных деталей: шпинделя, клина или клапана, уплотнительных поверхностей, корпуса, сальника, а также крепежных деталей;
– замер толщины стенки корпуса и крышки (результаты замера заносят в паспорт трубопроводной арматуры)
– сборка арматуры для последующего проведения испытаний;
– проверка защиты электродвигателя, проверка надежности крепления клемм (для трубопроводной арматуры с электроприводом).
Основные операции технического обслуживания (ТО) трубопроводной арматуры заключаются в следующем:
– чистка наружной поверхности, устранение подтеков разъемных соединений, путем обтягивания фланцев и сальника;
– выбраковка и замена изношенных деталей;
– замена смазки в подшипниках и редукторе (для арматуры с механическим приводом);
– устранение плохого крепления клемм электродвигателя (для трубопроводной арматуре с электроприводом).
Конкретный способ ремонта трубопроводной арматуры зависит от ее конструктивного исполнения. Для этого трубопроводную арматуру снимают с трубопровода, а чтобы избежать повреждения зеркала фланца, применяют приспособление, показанное на рисунке 27.

1– упорный винт; 2,3 – коромысла; 4 – захваты; 5 – распорный клин;
Рисунок 27 – Приспособление для разжатия фланцев
При ремонте вентиля его разбирают на стенде по соединению корпус – крышка. При необходимости осуществляют ремонт корпуса путем наплавки. Трещины заваривают после соответствующей обработки. Однако подобное восстановление корпусов возможно только для арматуры, установленной на трубопроводах, транспортирующих не пожаро – взрывоопасные и токсичные вещества при давлении до 1,0 МПа и температуре до 200 0 С.
Если толщина стенки корпуса трубопроводной арматуры достигла отбраковочной величины, арматура подлежит замене. Отбраковка литых изношенных корпусов независимо от условий работы производится, если толщина стенки достигла величины, приведенной в таблице 6.
Таблица 6 – Значения отбраковочной толщины стенки
| Dу, мм | |||||
| Предельная отбраковочная толщина стенки, мм | 4,0 | 5,0 | 5,5 | 6,0 | 6,5 |
Затем приступают к ремонту уплотнительных поверхностей. Если седло вентиля закреплено в корпусе запрессовкой, то оно может быть удалено с помощью приспособления, показанного на рисунке 28. Когда седло посажено на резьбе, его вывинчивают с помощью специальных ключей.
Мелкие задиры, участки коррозии, эрозии и другие дефекты уплотнительных поверхностей не более 0,5 мм устраняют путем проточки, шлифовки абразивным кругом и притиркой. Притиркой устраняются дефекты глубиной не более 0,05 – 0,08 мм с пастой ГОИ или шлифовальным порошком, разведенным в масле. При этом можно применять приспособление, представленное на рисунке 29.
Дефекты глубиной более 0,5 мм устраняют, как правило, наплавкой с последующей механической обработкой (проточка, шлифовка, притирка).
Уплотнительная поверхность шпинделя должна быть зеркальной и гладкой. Перед ремонтом шпиндель очищают от следов старой сальниковой набивки, ржавчины, грязи и промывают в керосине. Как новые, так и восстановленные шпиндели на участке сальника шлифуют.
1 – захваты; 2 – траверса; 3 – упорный винт; 4 – подкладка.
Рисунок 28 – Приспособление для выпрессовки седла вентиля

1 – сверлильный станок; 2 – шпиндель; 3 – оправка; 4 – корпус арматуры;
5 – притир; 6 – прижимная шайба; 7 – плита.
Рисунок 29 – Приспособление для притирки уплотнительных поверхностей
Неглубокие дефекты шпинделя также устраняют притиркой. Внутренние поверхности деталей, сопрягаемые со шпинделем, проверяют также на чистоту и отсутствие овальности. После замены прокладок и сальниковой набивки собранную арматуру направляют на опрессовку.
При ремонте задвижек восстановлению подлежат:
– уплотнительные поверхности затвора;
– поверхность шпинделя и соприкасающиеся с ним детали;
– уплотнительные поверхности фланцевых соединений;
Корпуса чугунных задвижек при износе не ремонтируют, их заменяют новыми. Для задвижек, имеющих механический или электрический привод, производят:
–снятие редуктора и электродвигателя, разборка редуктора, смазка механической части электропривода;
–замена дефектных частей электрооборудования и редуктора;
–сборка и установка электропривода на задвижку.
Уплотнительные поверхности задвижек (кольца) ремонтируют, как правило, без их снятия. Проточка колец ведется на токарном или расточном станке в специальном приспособлении, где за одну установку протачиваются обе поверхности. При необходимости производится наплавка уплотнительных поверхностей. Установка для наплавки представлена на рисунке 30.

1 – рама; 2 – стойка; 3 – редуктор; 4 – электродвигатель; 5 – сварочная головка;
6 – корпус наплавляемого изделия; 7 – вращающийся стол; 8 – привод вращающегося стола.
Рисунок 30 – Приспособление для наплавки


Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.


Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
Требования, предъявляемые к опрессовке, и типичные ошибки
Опрессовка — это не просто гидравлическое испытание системы. Это целый ряд мероприятий, направленных на подготовку системы к отопительному сезону. Это и ремонт аварийных участков, и замена (ремонт) задвижек, и поверка манометров, прочистка фильтров и многое другое.
В этой статье опишу основные моменты, на которые обращают внимание представители контролирующих органов. Нижеописанное не является истиной в последней инстанции, у каждого инспектора свои тараканы в голове. Но необходимый минимум работ нужно выполнить в любом случае.
Граница разграничения ответственности
Для начала давайте разберёмся, что мы будем опрессовывать. Существует несколько вариантов подключения здания к теплосети. Первый, самый распространённый вариант, когда рядом со стеной на входе из города установлены вводные задвижки. При таком варианте границей разграничения ответственности считается фланец вводной задвижки, за всё, что дальше (включая вводную задвижку), отвечает собственник здания. Соответственно, опрессовывается тепловой узел и система отопления здания.
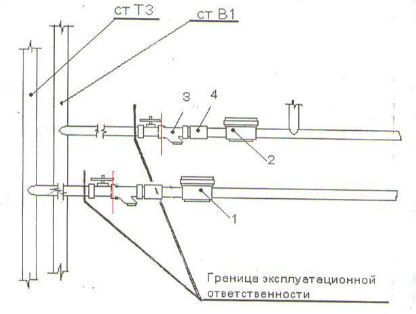
Второй вариант, когда тепловой узел находится внутри здания, и к нему от вводных задвижек по зданию проходит внутренняя теплотрасса. При таком варианте подключения нужно уточнять, где проходит граница разграничения. В этом нам поможет «Договор на теплоснабжение», который заключается между собственником и теплоснабжающей компанией. В этом договоре есть приложение, в котором и указывается, где проходит граница разграничения.
Если границей разграничения считаются вводные задвижки, мы прессуем три элемента системы: внутреннюю теплотрассу, тепловой узел и систему отопления. Если граница разграничения ответственности проходит по задвижкам на тепловом узле, естественно, мы опрессовываем только элеваторный (тепловой) узел и систему отопления.
Манометры
 Пожалуй, первое, на что обращает свое внимание инспектор при приемке опрессовки — это манометры.
Пожалуй, первое, на что обращает свое внимание инспектор при приемке опрессовки — это манометры.
Поверка манометра
Каждый год манометры должны подлежать поверке. Поверка — это проверка измерительного прибора на точность показаний. Если показания манометра превышают допустимую погрешность, его нужно отправить на калибровку или заменить. Калибровка, по сути, это настройка манометра, направленная на уменьшение погрешности в точности измерений.
После поверки на корпус манометра наносится штамп Метрологической службы.
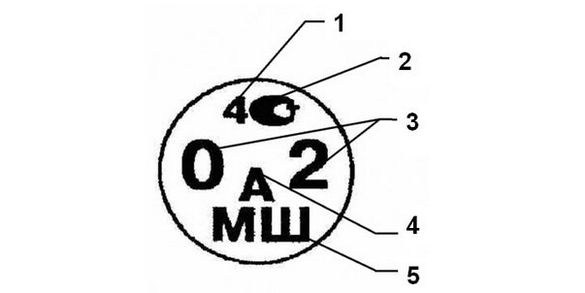
1. Месяц года (1, 2, 3 и т.д.), квартал (I, II, III, IV).
2. Знак Госстандарта.
3. Последние цифры года (здесь 2002).
4. Индивидуальный знак поверителя.
5. Шифр Метрологической службы.
Новые манометры подлежат поверке только через 18 месяцев, то есть через год после ввода в эксплуатацию. Но при проверке необходимо предоставить паспорта на эти приборы (они идут в комплекте).
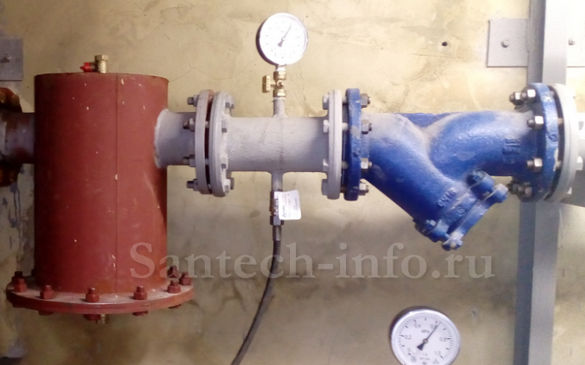
Подключение манометра

Манометр должен быть подключен только через трехходовой кран или шаровой кран со спускником для сброса давления. Обычные шаровые краны не идут.

Трехходовые краны часто подтекают. Совет: чтобы избежать течи, перед установкой проверните несколько раз шток крана вокруг своей оси. Тем самым вы равномерно смажете шток и внутреннюю поверхность крана солидолом, который наносился при сборке.
Где должны стоять манометры

По поводу места установки манометров есть целая кипа стандартов (ДБН В.2.5-39 — Тепловые сети, СНиП 2.04.01 — Внутренний водопровод и канализация зданий, СНиП 2.04.05 Отопление вентиляция и кондиционирование, СНиП II-35 Котельные установки). Простыми словами скажу так: манометры должны стоять до и после любого оборудования, которое может повлиять на изменение давления: на всех отходящих и проходящих трубопроводах до и после запорной арматуры, до и после регулирующего оборудования, до и после грязевиков (для контроля его состояния) и т.д.
Ещё один нюанс, на который может обратить внимание инспектор, — это номинал манометра. В тепловых пунктах должны стоять манометры номиналом до 1.6 МПа (16 бар).
Термометры

Гильза (карман) термометра должна заходить на 2/3 в трубопровод, так, чтобы погружаемая часть находилась в центре потока.

Здесь показано неправильное подключение манометра.
Для обеспечения хорошего термоконтакта гильза термометра должна быть заполнена минеральным маслом (ГОСТ 8.586.5-2005 п.6.3.9.).
Промывка фильтров и грязевиков
Чистка фильтров и грязевиков — обязательная процедура в процессе подготовки отопления к отопительному сезону. Процесс промывки грязевика довольно прост: раскручивается фланец, и из отстойника вычищается вся грязь. То же самое и с косым фильтром.
Элеватор
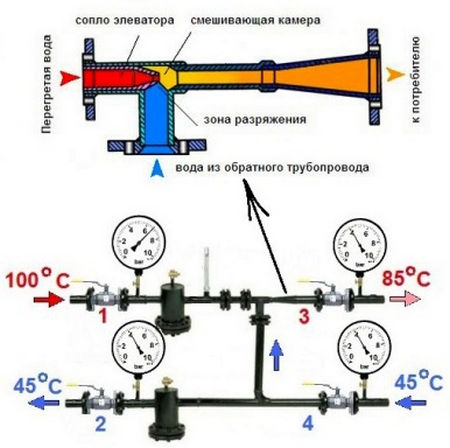
Принцип работы элеваторного узла.
Главное требование к элеваторному узлу — это промывка конуса (сопла). Диаметр отверстия в конусе 5-7 мм (рассчитывается индивидуально для каждого здания), если конус забьётся, на здание не будет поступать требуемое количество тепла.
Элеватор должен быть опломбирован. Для промывки сопла пломбу нужно снять, но, чтобы не возникло лишних вопросов, это нужно предварительно согласовать с инспектором, который будет принимать у вас опрессовку. После промывки элеватор снова пломбируется.
Часто инспектор требуют, чтобы на элеваторе висела бирочка с указанным на ней диаметром отверстия в конусе.
Изоляция и предупреждающие цветные кольца на трубопроводах

Все трубопроводы в ИТП (ЦТП) должны быть окрашены и изолированы. Изоляция не должна висеть лохмотьями, всё должно быть аккуратно. Также изолируются узлы учета и элеваторы.
На трубопроводе должно маркерами указываться направление движения теплоносителя. Для идентификации содержимого труб на них наносятся предупреждающие цветные кольца. Для отопления используется кольца зелёного (основной цвет) и желтого цвета на подающей, зелёного и коричневого на обратке. Такая же маркировка используется для ГВС. Дренаж и ХВС обозначаются кольцами зелёного цвета.
Запорная арматура
Запорная арматура должна выполнять свою основную функцию — перекрывать поток теплоносителя. Если на тепловом узле есть задвижки, которые «не держат», их нужно заменить. Разные участки системы опрессовываются под разным давлением, и если в схеме присутствует неработающая задвижка, она себя обязательно проявит.
Маркировка арматуры
В идеале всё должно выглядеть так: в тепловом пункте должна находиться схема, отображающая пронумерованные и обозначенные подводящие и отводящие трубопроводы, запорную и регулирующую арматуру, спускные и дренажные устройства. Схема должна соответствовать состоянию системы на настоящий момент, то есть, если в системе были внесены изменения, они должны быть отображены на схеме.
На всех вышеперечисленных устройствах должны быть бирочки с обозначениями, соответствующими обозначениям в схеме (1,2 — запорная арматура на подающем и отводящем трубопроводе, t1 и t2 — термометры, P1 и Р2 — манометры, и т.д.).

На практике в небольших тепловых пунктах инспекторы не всегда на этом акцентируют внимание. Главное, чтобы было понятно, что куда идёт, например: «подача на левое крыло», «обратка с правого крыла», «подача на вентиляцию» и т.п. Но если всё будет «по феншую» — это дополнительный плюс.
Ревизия клиновых задвижек
Клиновые задвижки старого образца требуют дополнительного внимания в процессе эксплуатации.
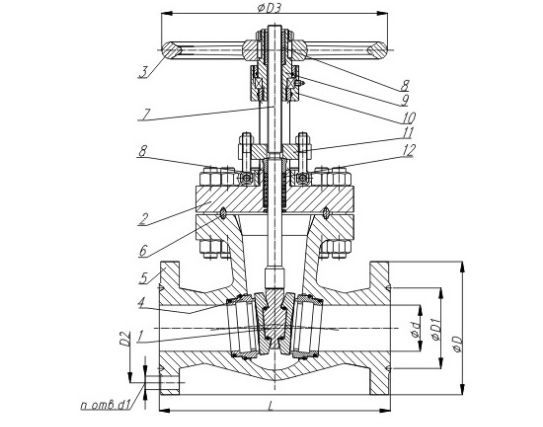
Устройство клиновой задвижки: 1 — клин, 2 — крышка, 3 — маховик, 4 — седло, 5 — корпус, 6 — кольцо уплотнительное, 7 — шпиндель, 8 — втулка резьбовая, 9 — втулка, 10 — стойка, 11 — фланец сальника, 12 — сальниковое уплотнение из терморасширенного графита.
В таких задвижках в обязательном порядке каждый год нужно производить набивку сальника. И в течение года, при возникновении течи из сальника, необходимо поджимать фланец. Если этого не делать задвижка придёт в негодность.

Для замены сальниковой набивки нужно раскрутить гайки на накидных болтах, поднять фланец, извлечь старое сальниковое уплотнение и набить новое. Уплотнение наматывается кольцами вокруг шпинделя и прижимается фланцем.
При затягивании фланца нужно быть осторожным: если переусердствовать, чугунный фланец может лопнуть, а его замена весьма проблематична, на практике легче поменять задвижку полностью.
На задвижке не должно быть признаков ржавчины. Корпус должен быть выкрашен в чёрный цвет, маховик в красный, а выдвижной шпиндель должен быть смазан солидолом.
Дренаж

Тепловые пункты снабжаются трапом для самотечного отведения воды, а при невозможности реализации — дренажным приямком с насосом (СП 124.13330.2012 Тепловые сети. Актуализированная редакция СНиП 41-02-2003 п.14.20). Приямок закрывается съемной решеткой. Последнее нововведение — край приямка должен быть окрашен желтыми и черными полосами.

Если в ТП имеется предохранительный клапан, то он должен быть снабжен дренажным трубопроводом, чтобы в случае сработки никто (или ничто) не пострадал(о).
Были случаи, когда инспектор прямым текстом говорил, что на двух метрах теплового узла найдет десять замечаний. И неважно, что в прошлом году этих замечаний не было. В глазах контролирующих органов идеальной системы не существует. Но это тема другого разговора…






