- Монтаж стальных труб отопления – преимущества и недостатки, характеристики
- Преимущества и недостатки стальных труб отопления
- Оцинковка стальных труб для отопления и свойства оцинкованных труб
- Монтаж стальных отопительных трубопроводов
- Особенности сварки труб в труднодоступных местах
- Соединение труб отопления из различных материалов
- Методы стыковки труб из полипропилена
- Пути состыковки труб из металлопластика и PEX-труб
- Стыковка труб компрессионными фитингами
- Стыковка труб с применением пресс-фитингов
- Монтаж стальных труб
- Соединение резьбовым методом
- Сварочное соединение отопительных труб из стали
- Соединение с помощью муфты
- Соединение труб из металла при помощи фланцев
- Варианты стыковки труб из меди
- Сварочная стыковка
- Соединение путем развальцовки
- Прессовочный метод соединения
- Соединения резьбового типа
Монтаж стальных труб отопления – преимущества и недостатки, характеристики
Несмотря на обилие всевозможных трубных изделий на современном строительном рынке, трубы из стали по-прежнему не утратили своего значения и применяются в ряде сфер. Это относится и к монтажу систем обогрева помещений, где, несмотря на доминирование труб из полимерных материалов, по-прежнему иногда находит применение и «классический» вариант со стальными отопительными трубами.
Преимущества и недостатки стальных труб отопления
Стальные трубы для обустройства отопительных систем имеют некоторые преимущества, основные из которых следующие:
- прочность и устойчивость к механическим нагрузкам;
- способность выдерживать очень высокие температуры;
- устойчивость к высокому давлению внутри труб;
- лёгкость отогрева при замерзании воды внутри;
- доступная цена.
Что же касается недостатков, то они тоже есть, в частности:
- сложность монтажа стальных труб отопления;
- сложность прокладки в тех местах, где требуется придать трубопроводу нестандартную форму;
- необходимость в дополнительной теплоизоляции (вследствие высокого коэффициента теплопроводности стали);
- подверженность коррозийным процессам;
- относительно недолгий срок службы, составляющий примерно 15 лет.
В целом, стальные трубы по ряду технических характеристик уступают трубным изделиям из различных полимеров, например полипропиленовым, металлопластиковым, трубам из сшитого полиэтилена и т. д. Чтобы устранить некоторые из этих недостатков, при монтажных работах пользуются различными технологическими приёмами. Например, если протяжённость от источника нагрева до отопительного радиатора достаточно велика, тогда их тщательно теплоизолируют, чтобы избежать тепловых потерь по пути прохождения труб.
Если же необходимо придать стальным трубам антикоррозийную устойчивость, тогда прибегают к процессу их оцинковки. Данный метод применяется достаточно часто, вследствие чего на нём следует остановиться более подробно.
Оцинковка стальных труб для отопления и свойства оцинкованных труб
К методу оцинкования часто прибегают при монтаже металлических труб отопления, причём не только стальных, но также чугунных и некоторых других. При этом трубы покрываются слоем цинка с той целью, чтобы предотвратить воздействие на них коррозии под воздействием воды, воздуха или влаги.
Подвергаясь окислению, цинк быстро покрывается оксидной плёнкой, которая предохраняет его от дальнейших химических взаимодействий. Вследствие этого, покрытая оцинкованным слоем сталь становится устойчивой по отношению к процессам, вызывающим её коррозию.
Оцинковка может производиться двумя способами: диффузионным или горячим. Первый способ осуществляется при температуре примерно в 400 °C. При этом используется порошкообразный цинк, атомы которого путём диффузии проникают в межкристаллическую структуру стальной трубы. Это способствует формированию очень крепкой и устойчивой связи.
Что же касается метода горячей оцинковки, то при этом стальную трубу целиком погружают в расплавленный цинк при температуре в 450 °C.
Посредством процесса оцинкования стальные трубы получают антикоррозийную и электрохимическую защиту. Система отопления, укомплектованная из таких труб, способна прослужить значительно дольше и более эффективно, однако недостатком её будет невозможность использования антифризов против замерзания. Тем не менее, оцинкованные трубы считаются значительно более практичными и надёжными в эксплуатации, чем обычные стальные.
Монтаж стальных отопительных трубопроводов
Процесс монтажа труб отопления из стальных труб может осуществляться двумя способами: резьбовым и сварочным. Оба способа достаточно надёжны, однако довольно сложны с технологической точки зрения, а потому для их осуществления требуется привлечение профессионалов.
При соединении стальных труб посредством резьбовой скрутки вначале на торцы стыкуемых изделий должна быть нарезана резьба, после чего они соединяются между собой посредством муфт, фитингов, сгонов и прочих промежуточных изделий, качеству которых должно уделяться особое внимание.
Обязательным для резьбового соединения является использование подмотки. С этой целью лучше применять фум-ленту или сантехническую полимерную нить. Льняная подмотка может использоваться для труб из нержавеющей стали.
Для обычных стальных труб лён в качестве подмотки не рекомендуется, поскольку постоянная влага в месте резьбового соединения может приводить к коррозии.
Ещё большей надёжностью отличается метод соединения посредством сварки, однако, в отличие от резьбовой стыковки, он является неразъёмным, то есть разборка соединения при необходимости становится невозможной.
Процесс сварки стальных труб может осуществляться только квалифицированными специалистами. Данная работа требует наличия специального сварочного оборудования, работа с которым представляет значительные сложности и недоступна для тех, кто не обладает профессиональными навыками.
В целом, при проведении сварочных работ необходимо придерживаться следующих важных правил:
- Монтаж отопления посредством стальных труб следует начинать с установки стояка; а затем именно со стороны стояка должна производиться укладка трубопровода. Однако в большинстве случаев работы в жилых объектах не ведутся с нуля, а сводятся к замене устаревших отопительных коммуникаций. Поэтому, в зависимости от ситуации, сварочный процесс может иметь те или иные особенности.
- Оцинкованные стальные трубы свариваются с использованием самозащитной проволоки диаметром около 1 миллиметра. В некоторых случаях возможно использование электродов диаметром до 3 миллиметров, имеющих рутиловое либо фтористо-кальциевое покрытие.
- Соединение неоцинкованных стальных труб для отопления, которые в домашних условиях обычно имеют диаметр не больше 25 миллиметров, чаще всего производится внахлёст. Сборка таких трубопроводов методом стыковой сварки осуществляется только на предприятиях.
- Сварной шов при соединении стальных труб доложен быть ровным по отношению к поверхности соединяемых изделий, и не иметь наплывов, трещин либо прочих дефектов и изъянов (прочитайте: «Варианты сварки оцинкованных труб – преимущества и недостатки способов»).
Особенности сварки труб в труднодоступных местах
Наибольшие сложности представляет сварка отопительных труб, расположенных вплотную к стенам помещения. Обычно так размещают трубы, работающие под повышенным давлением.
Работа с такими трубами производится следующим образом:
- Сварочный процесс начинается с центральной нижней части трубы.
- Размещение электрода должно быть перпендикулярным по отношению к месту сварки. Однако для сваривания вертикально расположенных швов положение электрода меняют, направляя его под углом вверх, либо прибегают к методу точечной сварки.
- Сварка горизонтальных участков особых сложностей не представляет, однако сварные швы должны быть выполнены тщательно и аккуратно.
- По завершении работы с центральной нижней частью трубопровода сварной шов зачищается от шлаков, после чего можно переходить к работам с противоположной стороны трубы, начиная опять же с нижней части.
- Наилучшим вариантом является соединение посредством одного качественного шва, однако работы могут быть выполнены также путём наложения нескольких швов друг на друга.
- При сварке оцинкованных труб следует иметь ввиду, что сгорание и испарение цинка происходит при температуре в 900 °C, а температура сварки намного превосходит эти цифры. Поэтому процесс сваривания оцинкованных труб сопровождается полным исчезновением цинкового покрытия в местах соединений, и сварные участки в дальнейшем могут подвергаться коррозии.
Принимая во внимание наличие определённых недостатков у стальных труб по сравнению с современными полимерными изделиями, следует при их выборе для системы отопления максимально стараться выполнить все работы качественно и надёжно. Это возможно только в том случае, если любые манипуляции с трубами будут производиться только со стороны квалифицированных специалистов.
Профессионализм при монтаже стальных труб позволит сделать работу отопительной системы исправной и эффективной, при этом добившись значительного продления срока эксплуатации и предотвращения каких-либо проблем и неисправностей.
Соединение труб отопления из различных материалов
Для того чтобы произвести соединение труб отопления используются различные методы и материалы. Способ соединения этих строительных элементов между собой напрямую зависит от того, из какого сырья были изготовлены такие трубы. Наиболее часто применяемыми для монтажа трубопроводов являются трубы из полипропилена, стали, металлопластика и меди.
В данной статье мы расскажем о том, какие методы чаще всего применяются монтажниками при установке перечисленных выше типов отопительных элементов.

Каждый материал имеет свои виды соединения
Методы стыковки труб из полипропилена
Если стоит задача обустроить отопление пластиковыми трубами малого диаметра (до 63 мм), на практике способов соединения таких труб существует два:
- раструбная сварка – в данном случае один предварительно расширенный конец трубы помещают в другой;
- муфтовая сварка – здесь концы двух элементов соединяются между собой при помощи муфты.
В случае стыковки труб с большим диаметром (от 63 мм) прибегают к использованию стыковочной сварки. Этот метод монтажа не требует дополнительных соединяющих элементов, сохраняя отличную степень фиксации труб. Также можно применять и подходящие по размеру фитинги (муфтовая сварка). При наличии труб с диаметром 40 мм удобнее применять ручную сварку, а вот элементы большего размера принято состыковывать при помощи специального аппарата, который предварительно осуществляет центровку.
Непосредственно перед началом монтажа отопительной системы стоит еще раз тщательно продумать весь процесс сборки трубопровода. Это позволит избежать в момент работы нежелательных нюансов, которые влияют на итоговое качество сборки отопительной системы.
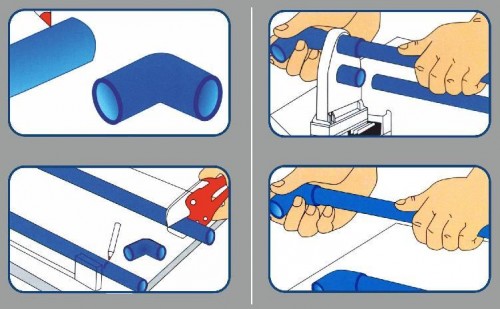
Схема процесса соединения полипропиленовых труб
Здесь мы обозначим основные нюансы того, как следует производить соединение пластиковых труб отопления:
- Оптимальное время нагрева паяльного аппарата 5 секунд.
- Рекомендуемая температура плавления полипропилена 270°С. Данного параметра можно добиться при помощи специального тумблера, установленного на сварочном аппарате.
- Следует отметить, что технология стыковки труб системы отопления будет изменяться в зависимости от места и времени года. Так, в период минусовых температур либо при монтаже отопительной конструкции вне помещения время нагревания трубы паяльника следует немного увеличить или поднять температуру для плавки полипропиленовых изделий.
- В случае стыковки труб большего диаметра время расплавления материала также несколько увеличится.
- Рекомендуемое время фиксации элементов большого диаметра между собой после их нагрева составляет от 30 секунд и более.
Далее необходимо подробно рассмотреть, собственно, технологию пайки труб из полипропилена:
- После достижения необходимой температуры, на насадки паяльника для полипропиленовых труб – для наружного и внутреннего размера поперечного сечения труб – одновременно надевают и разогревают стыковочные детали (муфта, труба).
- В момент нагревательного процесса на отопительных элементах формируются «отбортовки».
- По итогу нагревательного процесса с насадок снимаются обе части и состыковываются между собой путем равномерного несильного надавливания на них с обеих сторон в сторону друг друга и фиксации в таком положении. Какие-либо вращения и лишние движения во время соединения элементов недопустимы, так как это может нарушить получившийся шов.
- Соединенные элементы следует удерживать на протяжении 30 секунд для более надежного сцепления частей отопительной системы. Необходимо добавить, что бортик должен быть ровным по всей длине соединения.
После полного остывания соединенные детали готовы к использованию.
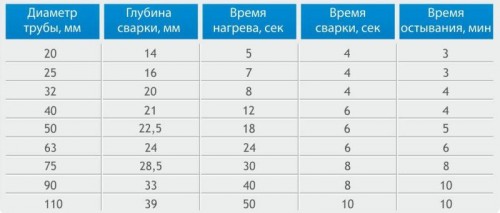
Параметры сварочного процесса
Пути состыковки труб из металлопластика и PEX-труб
Металлопластиковые элементы и PEX-трубы зачастую состыковывают при помощи одного и того же метода. Здесь мы подробно опишем технологию монтажа теплопровода из вышеупомянутых материалов.
- с применением компрессионных фитингов;
- с применением пресс-фитингов (опрессовка труб отопления).
Стыковка труб компрессионными фитингами
Данный вид фитингов более удобен в работе. Компрессионные фитинги могут быть использованы и для сборки систем водоснабжения холодного типа. Монтаж трубопровода, проводящего горячую воду, также осуществляется строителями при помощи упомянутых фитингов.
При сборке вышеназванных трубопроводов необходимость в специальном оборудовании для сшивания металлопластика и полипропилена отпадает. Для того чтобы соединить между собой части труб потребуются лишь пара гаечных ключей и ножницы-секатор.
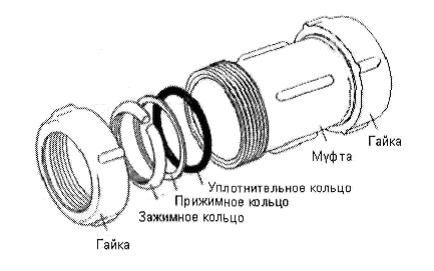
Соединение элементов отопления производится согласно следующему алгоритму действий:
- Изначально на конец трубы со стороны стыковки помещается обжимная гайка.
- Далее за гайкой следует надеть кольцо разрезного типа, при этом край кольца необходимо разместить на расстоянии 1 мм относительно среза трубы.
- Затем труба насаживается до упора и закрепляется на штуцере фитинга. При этом снятие фаски с трубы не требуется.
- Обжимную гайку устанавливают посредством гаечных ключей.

Части компрессионного фитинга и порядок сборки
Стыковка труб с применением пресс-фитингов
Фитинги прессового типа для металлопластиковых труб, а также сшитого полипропилена дают возможность надежно соединять части отопительной системы. К сожалению, такая конструкция в дальнейшем не сможет быть разъединена. Для выполнения монтажа таким способом потребуется применение специального пресс-инструмента.
Для того чтобы соединить названные ранее элементы отопления при помощи фитингов, следует придерживаться следующей инструкции:
- На конец трубы необходимо надеть гильзу зажимного нарезного типа.
- Затем в трубу до упора помещается расширитель с нужным поперечным сечением.
- Рукоятки расширителя не спеша соединяют между собой и фиксируют в таком положении на непродолжительное время.
- Штуцер фитинга вставляется в трубу. Благодаря своему уникальному молекулярному составу, трубы подвергнуться усадке, что поможет плотно зафиксировать фитинг с трубой.
- Трубу при помощи ручного или гидравлического пресса надежно запрессовывают на фитинге.

Опрессовка при помощи специального инструмента
Монтаж стальных труб
Трубы из стали можно состыковать между собой следующими методами:
Соединение резьбовым методом
В данном случае резьбовое соединение труб отопления рекомендуется применять на тех местах теплопровода, где можно проконтролировать надежность стыковки труб для облегчения дальнейшего ремонта отопительной системы. В большинстве случаев на трубах резьба делается при помощи специальных инструментов, хотя ручной метод здесь также имеет место.
Для того чтобы осуществить данную процедуру изначально необходимо удалить крайнюю часть трубы, предусмотрев необходимый по длине припуск для резьбы. Затем посредством плашки нарезать резьбовое соединение. Операция осуществляется при помощи инструмента, зафиксированного на плашкодержателе.

Работа с вышеупомянутым приспособлением выглядит примерно таким образом:
- Труба закрепляется в тисках для предотвращения прокручивания.
- Плашка аккуратно надевается на наконечник трубы. При этом следует быть предельно внимательным, дабы не допустить перекоса в соединении.
Здесь также стоит перечислить и некоторые рекомендации:
- Для облегчения работы поверхность трубы обрабатывается автомобильным маслом.
- Если появилась необходимость в нарезке резьбы на участке трубы, близко размещенной по отношению к стене, то в данном случае придется прибегнуть к помощи плашкодержателей с храповым механизмом, которые позволят осуществить полный поворот инструмента по своей оси.
- В случае уплотнения соединений отдельных элементов отопительной системы применяется специальная подмотка для труб отопления сантехнического типа.
- Прежде чем закручивать соединение по резьбе, следует проверить стыковочные концы на наличие застрявших стружек и заусенцев.
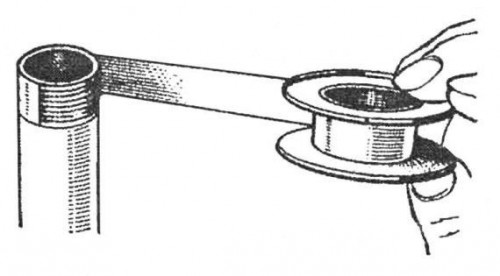
Подмотка резьбы стальной трубы
Сварочное соединение отопительных труб из стали
При монтаже трубопровода стальные трубы чаще всего состыковывают при помощи электросварочного аппарата. В данном случае названный процесс предусматривает наличие металлических электродов, которые служат проводниками и выступают в качестве «присадки», соединяющей сварочный шов.
Для того чтобы получить сварочное соединение надлежащего качества посредством электросварки, достаточно придерживаться некоторых условий, которые мы перечислим далее:
- Перед самим сварочным процессом необходимо в обязательном порядке очистить от загрязнений, мусора и песка все детали трубопровода.
- При необходимости постараться привести в первоначальное положение деформированные концы элементов либо равномерно обрезать концы труб.
- В случае дуговой сварки, наружные и внутренние поверхности трубы на месте стыков следует зачистить на 10 мм в ширину.
- Каждый законченный слой перед наложением последующего следует очистить от шлаковых образований.
В большинстве случаев первичный сварочный слой создается путем наплавки ступенчатого характера. Далее идут сплошные слои. При стыковке элементов отопления делается разбивка на участки ступенчатой наплавки с последующим соединением через один полученных участков. После – оставшихся мест трубы.

Процесс образования сварочного соединения
Нанесение первичного сварочного слоя требует особого внимания. В данном случае каждая кромка здесь должна быть полностью расплавлена. Если же был обнаружен брак, операцию рекомендуется провести повторно, предварительно вырубив испорченный участок.
Для наложения на первичный слой сварки последующих швов трубу следует равномерно и медленно поворачивать. Второй и третий слои рекомендуется начинать, смещаясь, каждый раз примерно на 15-30 мм от предыдущего. Последний шов должен получиться ровным и плавно переходящим во внешнее основание отопительного элемента.
Необходимо добавить, что толщина трубы определяет размер сварных слоев. Так, для сварки элементов, имеющих размер поперечного сечения до 6 мм, используется два слоя. Для трубы размером 6-12 мм – три слоя. Для элементов от 12 мм необходимо четыре слоя сварки.
Соединение с помощью муфты
Герметичное и надежное соединение стальных труб муфтовым методом производят при монтаже напорных и безнапорных трубопроводов. Соединение отдельных элементов между собой производится следующим образом:
- в местах, где будет закреплена муфта, предварительно наносятся метки при помощи маркера;
- на муфту и концы водопроводных элементов наносят герметик для труб отопления;
- внутри муфты фиксируется отмеченный конец трубы, затем противоположный участок трубы выравнивается по одной оси с первой и на него одевается муфта.
Муфта для стальных труб
Соединение труб из металла при помощи фланцев
Стыковка труб посредством фланцев – один из наиболее применяемых методов для монтажа отопления. Для этого требуется наличие специальных фитингов, иными славами фланцев, которые имеют резиновую прокладку. Стыковка осуществляется по следующему принципу:
- на участке соединения конец трубы необходимо аккуратно обрезать, чтобы он был гладким и строго перпендикулярным. Наличие фаски на торце трубы необязательно;
- на полученном срезе закрепляется фланец;
- затем устанавливается резиновая прокладка, которая должна выступать за линию среза примерно на 10 см;
- на прокладку снова надевается фланец, в свою очередь его соединяют с ответным фланцем, который предварительно был зафиксирован на противоположном элементе отопительной системы;
- закручивая соединительные болты на фланцах, их настоятельно не рекомендуется перетягивать.
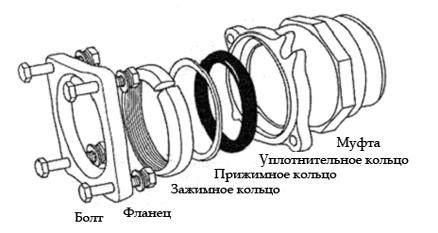
Фланец для металлических труб
Варианты стыковки труб из меди
При сборке отопления применяют различные методы монтажа. Так, стыковка медных труб производится разборным и неразборным методом. В первом случае используются фланцы, резьбовые крепления, фитинги, фиксирующиеся автоматически. При конструировании неразборной системы отопления прибегают к помощи прессования, пайки и сварки.
Сварочная стыковка
Давайте разберем процесс сварочного соединения медных труб. Такой прием стыковки применяется к трубам с диаметром от 108 мм. Толщина стенок отопительного материала должна составлять не менее 1,5 мм. Производить сварочные работы, в данном случае, необходимо только встык, при этом надлежащая температура должна равняться 1084 градусам. Стоит добавить, что данный вариант установки отопления не рекомендуется производить своими руками.
На сегодняшний день строителями применяется несколько видов сварочных работ:
- Газовая сварка с применением горелок ацетиленокислородного типа.
- Сварка с плавящимися электродами, выполняемая в среде инертных газов – аргона либо гелия.
- Сварка, при которой используются неплавящиеся электроды.
В большинстве случаев для стыковки элементов из меди используется дуговой метод сварки. Если трубы, которые планируется применять для сборки трубопровода, изготовлены из чистой меди, то здесь необходимо использовать неплавкие вольфрамовые электроды в среде аргона, азота или гелия. При сварке элементов из меди процесс должен проходить быстро. Это предотвратит образование на металлической основе трубы различных окислений.

Сварочная стыковка медных труб
Соединение путем развальцовки
Случается, что применение сварочных горелок при монтаже отопительных систем создает некоторые неудобства. В этом случае рекомендуется прибегать к помощи развальцовки соединений медных труб. Данный метод монтажа получится разъемным, что сыграет положительную роль в случае вынужденной сборки отопления.
Операция такого рода потребует обязательного наличия приспособления для развальцовки. О том, как соединить трубы отопления путем развальцовки, мы постараемся подробно расписать далее:
- для начала зачищается наконечник трубы для того, чтобы удалить с ее поверхности задиры и заусеницы, образовавшиеся при распиле материала;
- на трубе фиксируется муфта;
- далее трубу вставляют в зажимное устройство, с помощью которого производится дальнейшая развальцовка;
- затем следует начать зажимать винт инструмента до той поры, пока угол торца трубы не достигнет 45 градусов;
- после того, как область трубы будет готова к соединению, следует подвести к ней муфту и зажать гайки.
Более наглядно о процессе можно узнать из представленного видео.
Прессовочный метод соединения
Кроме всех вышеперечисленных методов монтажа труб отопления существует также и прием прессования. Для стыковки медных элементов в этом случае необходимо вставить до упора подготовленный ранее конец трубы в муфту. После этого потребуется применение гидравлического или ручного пресса, посредством которого осуществится фиксация труб.
Если отопление планируется собрать из толстостенных труб, потребуются пресс-фитинги со специальными обжимными гильзами. Данные элементы дают возможность обжать трубы и фитинги для отопления изнутри, в то время как наружные уплотнители дадут отличную герметичность конструкции.
Соединения резьбового типа
К сожалению, медных труб с резьбовыми соединениями на рынке найти невозможно, а потому для стыковки частей теплосистемы принято использовать фитинги, которые имеют накидную гайку.
Для стыковки медных труб с трубами из других материалов применяют бронзовые или латунные фитинги с резьбой. Их использование исключает возможность гальванической коррозии. В том случае, если трубы различаются по диаметру, прибегают к помощи специальных расширителей.
Учитывая виды применяемых на сегодняшний день уплотнений для отопительных систем из меди, существует два типа резьбовых соединений:
- Уплотнения конического типа («американка»). Данные элементы рекомендуются для монтажа отопления в условиях высоких температурных показателей.
- Соединения плоского типа. Такие материалы предусматривают в своей конструкции уплотнители, изготовленные из различных по цвету полимерных материалов. Прокладки раскрашиваются в разные цвета для обозначения температур, при которых можно работать с такими элементами.

Схема выполнения соединения медных труб
В данной статье мы рассмотрели методы соединения труб из наиболее популярных материалов, используемых при создании систем отопления. Если же вы еще не определились с конкретным видом труб, рекомендуем ознакомиться со статьей «Какие трубы отопления выбрать».






