- Как правильно паять полипропиленовые трубы для водопровода паяльником
- Свойство полипропилена
- Виды труб
- Для водопровода
- Для отопления
- Типы соединения полипропиленовых труб
- Муфтовая сварка
- Стыковая сварка
- Холодная сварка
- Специфика пайки труб из полипропилена
- Порядок выполнения пайки
- Подготовка к свариванию
- Подготовка оборудования
- Подготовка труб к свариванию
- Разогрев полипропилена
- Особенности пайки
- Охлаждение и проверка герметичности
- Ошибки во время пайки
- Влияние ошибок на качество сварки
- Альтернатива сварке
- Как сваривать пластиковые трубы аппаратом для сварки в домашних условиях
- Какие трубы можно сваривать
- Необходимые оборудование и инструменты
- Инструкция: как сварить пластиковые трубы
- Подготовка труб под сварку
- Настройка сварочного аппарата
- Нагрев деталей
- Соединение деталей
- Зачистка
- Распространенные ошибки при сварке пластиковых труб
Как правильно паять полипропиленовые трубы для водопровода паяльником
Сварка полипропиленовых труб нужна при сооружении систем отопления или водопровода в квартирах и частных домах. Правильная стыковка составляющих помогает добиться прочной фиксации, герметичности и безопасного использования трубопровода на протяжении длительного периода времени. При этом многих начинающих мастеров интересует, как пользоваться паяльником для полипропиленовых труб.
 Пайка полипропиленовых изделий имеет определенные особенности
Пайка полипропиленовых изделий имеет определенные особенности
Свойство полипропилена
Полипропилен представляет собой продукт полимеризации 2 газов — этилена и пропилена. Они смешиваются в определенном соотношении. В итоге удается получить гранулы, из которых изготавливают трубы. Это делают экструзионным способом.
Характеристики материала приведены в таблице:
| Показатель | Значение |
| Рабочий диапазон температур | -10 — +90 градусов |
| Температура плавления пластика | 149 градусов |
| Номинальное давление | 1,5-2,5 атмосфер |
Указанные характеристики подходят для холодного водопровода. Благодаря армированию стекловолокном или алюминием удается получить изделия, которые годятся для батарей и горячего водоснабжения.
Виды труб
Полипропиленовые трубы имеют определенные особенности. Они отличаются по структуре и назначению.
Для водопровода
Трубы с маркировкой PN 10 подходят для холодного водоснабжения. Их допустимо применять для сооружения систем теплых полов с нагревом до 45 градусов. Для таких изделий характерны тонкие стенки. Для горячего водоснабжения подходят модели с маркировкой PN 25.
Для отопления
Модели с маркировкой PN 16 применяются для отопительных магистралей с низким давлением. Изделия PN 20 считаются универсальными. Они допускают подачу воды температурой не более 85 градусов. Также в отопительных системах можно применять изделия с маркировкой PN 25.
Типы соединения полипропиленовых труб
Многих людей интересует, как правильно пользоваться паяльником для пластиковых труб. Для начала нужно выбрать тип сварки.
Муфтовая сварка
Метод отличается простотой. В таком случае для фиксации труб одинакового диаметра применяют особый элемент — муфту. Она имеет чуть меньший диаметр. При проведении сварочных работ нагревается и плавится внешняя часть трубы и внутренняя поверхность муфты.
 Популярным видом пайки считается муфтовый метод
Популярным видом пайки считается муфтовый метод
Стыковая сварка
Такой метод применяют в производственных условиях. При этом бортики нужно расплавить и соединить встык. Чтобы получить хороший результат, требуется обеспечить идеальную соосность.
Обратите внимание! Полученное соединение получается не слишком прочным. Потому такой метод сварки не очень распространен среди мастеров.
Холодная сварка
Этот метод подразумевает использование клея. При этом на трубу наносят специальный состав с сильным растворителем. Он способствует размягчению полипропилена, что позволяет вставить элементы друг в друга. При этом соединение получается не слишком прочным. К тому же клей долго сохнет.
Специфика пайки труб из полипропилена
Нагревание полипропилена способствует его размягчению. При этом его частицы попадают в смежные элементы. После остывания материал становится твердым и стойким к повреждениям. Как же сварить трубы из полипропилена с помочью работы паяльником? Чтобы запаять такие изделия, нужно учитывать следующие особенности:
- нагревать материал до состояния вязкой текучести;
- паять изделия из одинаковых материалов;
- плотно стыковать торцы и фитинги;
- выравнивать материал в течение нескольких секунд, поскольку полипропилен быстро застывает.
 Сварка полипропилена обладает определенными особенностями
Сварка полипропилена обладает определенными особенностями
Порядок выполнения пайки
Многих мастеров интересует, как паять пластиковые трубы для водопровода паяльником. При этом требуется учитывать много особенностей.
Подготовка к свариванию
Перед установкой новых труб следует нанести схему трубопровода. Чтобы не подгонять изделия по размеру, нужно заранее измерить длину трубопровода. При использовании муфт для соединения стоит сделать запас на установку.
 Перед выполнением сварки нужно подготовить все необходимое
Перед выполнением сварки нужно подготовить все необходимое
Подготовка оборудования
Паяльник нужно поставить на ровной площадке, чтобы он случайно не перевернулся. Насадки требуемого диаметра следует расположить рядом. Прогревание нагревательного элемента осуществляется равномерно до определенной температуры. Для пайки пропилена нужно работать устройством, нагретым до 260 градусов.
Подготовка труб к свариванию
Как же паять полипропиленовые трубы для отопления своими руками паяльником? Для начала края нужно обрезать специальными ножницами. Это делают под прямым углом. После чего место среза необходимо отшлифовать и обезжирить. Для этого стоит пользоваться мыльным раствором.
Важно! Нельзя обрабатывать трубы растворителями, водкой, бензином, ацетоном. Агрессивные составы приводят к разъеданию поверхности полипропилена.
Разогрев полипропилена
При разогревании труб нужно контролировать глубину. Важно следить за временем нагревания. В противном случае есть риск деформации поверхности. Это станет причиной искривления геометрии. Как следствие, состыковать детали без зазоров не удастся.
Особенности пайки
Варить трубы из полипропилена требуется быстрыми движениями. При этом нужно прикладывать нагретые фрагменты друг к другу. Важно учитывать, что участок трубы должен войти в стакан фитинга до требуемой глубины.
Обратите внимание! Корректировать положение можно в течение 2-4 секунд. При этом фрагменты запрещено сгибать или поворачивать.
Охлаждение и проверка герметичности
Шов запрещено принудительно охлаждать. Температурные колебания могут привести к появлению трещин и искривлениям в области плавления.
Ошибки во время пайки
Иногда во время пайки возникают различные проблемы. Они могут быть связаны с такими ошибками:
- не выполнено очищение материала от жировой пленки;
- сделан неправильный угол среза деталей;
- недостаточно или чрезмерно прогреты детали;
- конец трубы неплотно посажен в структуру фитинга;
- не полностью снят армированный слой с трубы;
- корректируется положение деталей после схватывания материала.
Влияние ошибок на качество сварки
Несоблюдение технологии сварочных работ приводит к негативным последствиям. Она провоцирует внутреннюю деформацию, при которой расплавленный полипропилен перекрывает внутренний проход трубы. Впоследствии узел теряет работоспособность. В этой области появляются засоры, которые препятствуют движению воды.
 Ошибки во время сварки приводят к получению некачественного соединения
Ошибки во время сварки приводят к получению некачественного соединения
Альтернатива сварке
Иногда в труднодоступных местах выполнять сварочные работы невозможно. В качестве альтернативы сварке можно использовать органический растворитель. Он отличается выраженными размягчающими свойствами. При этом состав имеет высокую летучесть.
Обратите внимание! После смазывания конца трубы и внутренней полости муфты удается на короткий срок сделать пластик более мягким. В этот момент и требуется выполнять соединение.
Пропиленовые трубы пользуются большой популярностью и применяются для сооружения систем отопления и водоснабжения. Для соединения разных элементов необходимо пользоваться паяльником. Чтобы получить крепкую и надежную конструкцию, нужно четко придерживаться инструкции по применению этого инструмента.
Как сваривать пластиковые трубы аппаратом для сварки в домашних условиях
В квартирах многоэтажек застройки прошлого века, при строительстве частных домов для замены или монтажа системы водоснабжения, водоотведения, отопления используют пропиленовые трубы и комплектующие элементы. Соединения делают резьбовые и сварные. При сварке пластиковых труб используют нагревательный инструмент, освоить его несложно. Монтировать водопроводные системы из полимеров можно самостоятельно, зная азы технологии.
Какие трубы можно сваривать
Трубы выпускают из различного пластика: ПВХ, полиэтилена, пропилена. Металлопластиковые трубы дополнительно армируют алюминием, их монтируют резьбовыми соединениями. Пластиковые трубопроводы диаметром от 20 до 40мм сваривают враструб бытовым оборудованием, работающим от сети 220 вольт. Для сварки ПХВ труб большого диаметра чаще используют профессиональные цилиндрические паяльники.
При самостоятельном выборе комплектующих для трубопровода ориентируются на маркировку «PN». Для теплосистем, трубопроводов горячего водоснабжения выбирают пластиковый прокат с маркировкой:
- PN20, они эксплуатируются при температуре от +80 до +95˚С;
- PN25, допускается температура теплоносителя свыше +95˚С.
Для ХВС выбирают трубы и соединительные элементы с маркировкой PN10 (рабочая температура не выше +40˚С) и PN16 (допустимый нагрев до +60˚С).
Необходимые оборудование и инструменты
Для сварки пластиковых труб удобно использовать мечевидные паяльники со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую утюгом, в ней есть отверстия для крепления нагревающих насадок.
У сварочного аппарата для сварки пластиковых труб обязательно есть температурный регулятор, световой индикатор нагрева. Кроме оборудования для сварки нужны инструменты для раскроя заготовок и снятия фольгирующего слоя. Режут пластиковый прокат любым удобным способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Для зачистки срезов, удаления наплывов применяют напильники с мелкой нарезкой или наждачную бумагу. Для раскроя элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.

Нагрев деталей
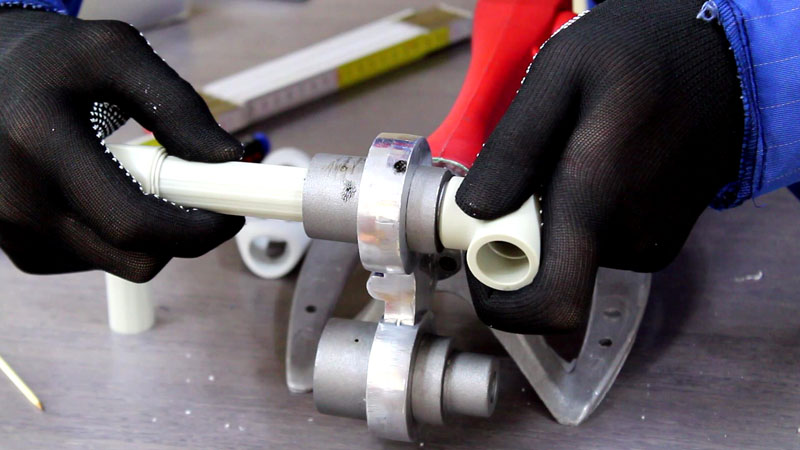
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.

Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре. Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе.
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко. Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно. Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.






