- Сварка полипропиленовых труб своими руками
- Необходимое оборудование для пайки
- Способы пайки
- Сварочные аппараты
- Распространённые ошибки
- Неправильная выдержка времени сварки
- Как сваривать полипропиленовые трубы: простая технология
- Виды труб из пропилена
- Предназначение
- Маркировка
- Сварка полипропиленовых труб: что это?
- Оборудование для сварки полипропилена
- Главное действующее «лицо»
- Другие инструменты для труб
- Как сваривать полипропиленовые трубы?
- Разрезание труб
- Подготовка паяльника
- Сварка ПП труб по этапам
- Продолжительность нагрева, время охлаждения
- Ошибки при работе с полипропиленовыми трубами
- Альтернативы сварке ПП труб
- Использование компрессионных фитингов
- Холодная сварка полипропилена
Сварка полипропиленовых труб своими руками

Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

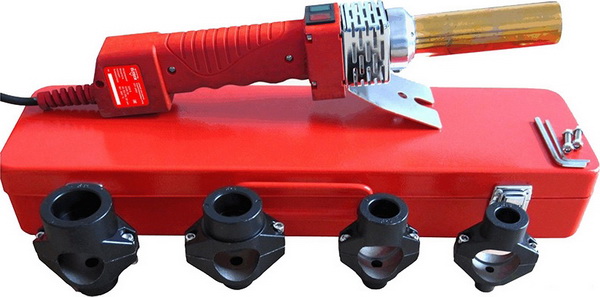
Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
Как сваривать полипропиленовые трубы: простая технология
Тяжелые металлические трубы постепенно вытесняются «новичками» — пластиковыми изделиями, которые легки, красивы, практичны, практически неуязвимы, к тому же имеют невысокую цену. Сейчас наиболее популярна полипропиленовая их разновидность, отличающаяся надежностью и длительным сроком службы. Тот, кто впервые сталкивается с необходимостью работы с этим полимерным материалом, задается вопросом, как сваривать полипропиленовые трубы. Задачу эту трудно назвать суперсложной, так как после небольшой практики с ней сможет справиться практически любой. Однако такая работа требует не только навыков, но и специального оборудования, знания технологии, ее особенностей.
Виды труб из пропилена

Прежде чем переходить к вопросу, как сваривать полипропиленовые трубы, надо поближе познакомиться с этими изделиями. Они бывают четырех цветов: в продаже можно найти белые, зеленые, серые и черные изделия. Последняя разновидность отличается максимальной стойкостью к ультрафиолету, поскольку используется при создании системы полива. Остальные материалы имеют схожие характеристики: используют их для прокладки коммуникаций внутри дома или вне его.
Предназначение
Если говорить о классификации их по назначению, то все полипропиленовые трубы можно разделить на три вида:
- конструкции, предназначенные для холодной воды (максимум 45°), на них есть продольная полоса голубого цвета;
- трубы, используемые для горячего водоснабжения (до 85°), их можно узнать по красной полоске;
- изделия универсальные (65-75°), на них нанесено сразу две метки — голубая и красная.
Полипропиленовые трубы для ХВС и ГВС отличаются характеристиками по степени надежности.
Маркировка

PN — аббревиатура, указывающая на рабочее (максимальное) давление, с которым пластиковые трубы могут работать 50 лет при температуре 20°. Таких изделий есть 4 вида.
- PN10. Их используют только для холодного водоснабжения в системах, где давление воды не превышает 1 МПа (10 атмосфер). Стенки их не отличаются большой толщиной, поэтому для многоэтажных домов, где нередки разные ЧП c ХВС, они совсем не подходят.
- PN16. Этот вид чаще является универсальным, однако из-за не слишком впечатляющей температуры (средняя t — 65°), а также небольшого давления (1,6 МПа, 16 атм) их тоже предпочитают устанавливать исключительно на холодную воду.
- PN20. Такие полипропиленовые трубы уже имеют толстые стенки, они выдерживают температуру до 75-80°, давление — до 2 МПа (20 атм). Из-за большей надежности их рекомендуют выбирать для монтажа системы отопления, для проводки горячей воды.
- PN25. Эти полипропиленовые изделия можно назвать совершенными, самыми надежными. Из-за армирования стекловолокном или фольгой они нередко не такие толстые, как ближайшие «соперники», однако способны выдержать 90-95° и 2,5 МПа (25 атм).

Последний вид — идеальный кандидат: как для отопительных систем, так и для ГВС.
Полипропиленовые трубы выпускают различных диаметров (20-110 мм), однако для частных домов и квартир обычно приобретают изделия, имеющие размеры 20, 25 мм, реже — 32 мм. Это внутренний диаметр, в то время как толщина их стенок может очень сильно отличаться.
Сварка полипропиленовых труб: что это?
Самая важное свойство полипропилена — повышенная жесткость, невозможность изгиба. Благодаря данному качеству они и завоевали популярность. По этой причине для систем с различной конфигурацией промышленность выпускает широчайший ассортимент таких же фитингов. Это муфты, обходы, переходники, тройники, уголки и пр.
Главное условие для успеха операции — совпадение параметров (диаметра, толщины стенок) соединяемых элементов. С трубами эти фитинги соединяют с помощью пайки, или сварки. Оба элемента разогревают до температуры плавления и быстро, в горячем состоянии, состыковывают. Через 5-10 секунд их оставляют охлаждаться. В результате несложных действий получается абсолютно герметичное соединение.

При сварке используется диффузия материала, из-за которой происходит реполимеризация — процесс, при котором обе детали превращаются в одно целое, в монолит. На температуру нагрева влияет диаметр и толщина стенок стыкуемых деталей, а также материал, из которого сделан армирующий слой. Чтобы была возможность соединить полипропилен с металлом, выпускают комбинированные фитинги. Одна их часть металлическая, имеющая резьбу, другая сделана из полимера.
Оборудование для сварки полипропилена
Любые ремонтные работы подразумевают наличие специального оборудования и набора подходящих инструментов. Сварка полипропилена не исключение.
Главное действующее «лицо»

Для этой операции необходимо специальные приспособления. Некоторые называют их паяльниками, другие сварочными аппаратами. Это металлическая платформа, внутри нее располагается электрическая спираль, которая разогревает поверхность. Из-за схожести с известным бытовым прибором это устройство получило еще одно название — утюг. В комплект паяльника входят насадки, имеющие стандартные размеры (20, 25, 40).
Таких конструкций существует несколько, но основные модели две. Одна из них имеет плоскую платформу, похожую на подошву утюга. Другое приспособление — цилиндрический нагреватель. Эффективны оба вида оборудования. Выбор прибора зависит от того, какой из них будет (кажется) удобнее в работе конкретному мастеру. Поскольку цену такого паяльника вряд ли можно назвать демократичной, а необходим он время от времени, его лучше брать в аренду на несколько дней.
Для стыковки двух элементов поверхности для сращивания нагревают до температуры, подходящей для плавления полипропилена (260°). Для равномерного и одновременного нагрева деталей используют две насадки с тефлоновым покрытием, их устанавливают на металлическую платформу:
- гильзой называется элемент для нагрева наружной поверхности;
- дорн, имеющий меньший диаметр, позволяет нагреть внутреннюю поверхность.
Оба соединяемых элемента одновременно надевают на установленные насадки, потом их выдерживают определенный срок, и соединяют. Это и есть ответ на вопрос о том, как сваривать полипропиленовые трубы. Но в любой работе есть свои нюансы. Например, оптимальное решение — покупка всех изделий одного производителя, так как пропилен разных фирм имеет различный состав. Разница невелика, однако при сварке она обязательно отразится на качестве шва.
Другие инструменты для труб

Чтобы выполнить нарезку труб качественно, лучше найти или купить идеальное, максимально удобное приспособление — труборез, аккумуляторный или роликовый. Этот инструмент — гарантия гладкого, ровного среза. Однако если его в хозяйстве нет, а трата денег не кажется заманчивой перспективой, то его можно заменить ножницами для резки пластиковых труб.
Варианты похуже — электролобзик, ножовка по металлу, либо почти незаменимая болгарка (с диском 1 мм). Большой минус использования любой альтернативы — срез с «красивой» бахромой. Избавиться от нее довольно легко: сделать это можно с помощью наждачной бумаги либо тонкого ножа.
Если куплены полипропиленовые трубы, армированные фольгой снаружи, то понадобится еще один инструмент — шейвер. Или торцеватель, он предназначен для удаления внутреннего армирующего слоя. Еще для подготовки к сварке потребуется карандаш или маркер, рулетка и угольник.

Как сваривать полипропиленовые трубы?
Пред началом работ надо заняться обрезкой труб, потом подготовить к сварке оборудование.
Разрезание труб
Первое, но не единственное, условие — качественный срез, поэтому лучше все-таки «разориться» и купить свой труборез, так как он в хозяйстве пригодится. Разрез должен быть строго вертикальным, иначе шов получится неидеальным.
Если трубы армированы фольгой, то после подготовки срез надо зачистить от «чужого» материала. Конец трубы вставляют в шейвер/торцеватель, затем ее/его несколько раз проворачивают. Таким способом снимают верхний или средний слой полипропилена вместе с «досадной помехой».
Второе обязательное требование — чистота соединяемых элементов. Фитинги и срезы тщательно обезжиривают спиртом, ацетоном или раствором моющего средства. Потом изделия сушат, на узких элементах карандашом или маркером делают метку — расстояние, на которое будет необходимо вдавить трубу в фитинг. После этого можно заняться оборудованием.
Подготовка паяльника

Сначала на нем фиксируют насадки такого же диаметра, как у соединяемых деталей. Подготовка зависит от вида оборудования.
- В платформу утюга вставляют шпильку, на которую с противоположных сторон надевают гильзу и дорн. Обе насадки затягивают гайками.
- В паяльнике-трубке насадки уже закреплены на пластине, поэтому ее надевают на сварочный аппарат, потом затягивают крепежный болт.
После фиксации насадок на терморегуляторе выставляют требуемую температуру (260°), затем включают прибор в сеть. При достижении нужного значения умное устройство подаст световой (на некоторых моделях звуковой) сигнал. Он означает, что можно приступать к работе.
Сварка ПП труб по этапам

Технология довольно проста, однако все без исключения советуют приобрести большее количество материала для тренировки, так как существует большой риск «первого блина комом». Получив даже минимальные навыки, его можно минимизировать, а грубых ошибок легко и вовсе избежать.
- После нагрева оборудования сначала в гильзу вставляют фитинг, поскольку у этих деталей чуть большая толщина стенок. Затем с минимальной задержкой в дорн помещают трубу. Однако оптимально действовать более оперативно: «с двух рук» одновременно.
- Элементы выдерживают в оборудовании определенное количество времени, потом быстро снимают с насадок и соединяют, вдавливая трубу точно до нарисованной отметки. Прокручивания исключены, но есть возможность быстро выровнять соединение по горизонтали.
- После стыковки нажим не ослабляют несколько секунд. По истечении этого времени элементы оставляют (откладывают в сторону) для остывания. Затем переходят к обработке следующей пары элементов.

Перед тем как заняться новым соединением, всегда проверяют насадки. На них не должно быть никаких остатков полипропилена. Удаляют их белой безворсовой тканью, так как оставленный пластик приведет к прилипанию следующего элемента. Царапины на тефлоновом покрытии появляются достаточно легко, поэтому для его очистки не рекомендуют использовать острые инструменты или абразивы.
Продолжительность нагрева, время охлаждения
Тема «Как сваривать полипропиленовые трубы» на этом не заканчивается, так как простейшая (на первый взгляд) операция имеет большое количество «подводных камней». Если не ориентироваться на цифры, то полной полимеризации стыкуемых элементов добиться не получится. По этой причине любому мастеру необходимо иметь при себе следующую таблицу:
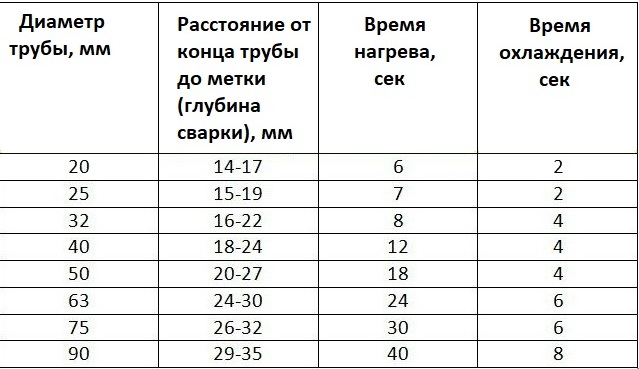
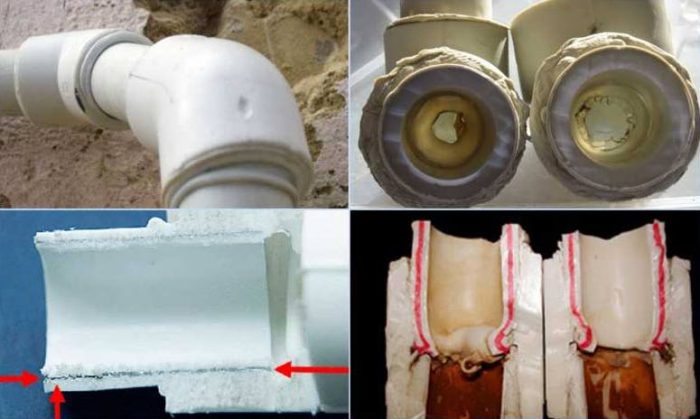
Недостаточный нагрев не даст возможности обеспечить максимально надежное соединение. Поговорка «лучше перебдеть, чем недобдеть» в этом случае тоже не работает: долгое прогревание закончится тем, что полимер попросту потечет. Детали неминуемо деформируются. Самым серьезным последствием станет уменьшение внутреннего диаметра на этих участках водопровода. Причина — выступы на сварных швах.
Ошибки при работе с полипропиленовыми трубами
К любому начинающему мастеру опыт приходит вместе с ошибками. Трудно их избежать и при «общении» с полипропиленовыми изделиями. С самыми частыми из них лучше познакомиться еще до перехода к практическим занятиям.
- Недостаточно качественное обезжиривание. Оно не в состоянии гарантировать стопроцентный результат. Жировая пленка — причина, по которой на таких участках диффузное сваривание происходит частично. Если они большие, то его может не произойти совсем.
- Неполная очистка трубы от армирующего слоя из фольги. В этом случае даже небольшой участок, где остался чужеродный материал, становится слабым звеном. Качественная пайка на нем невозможна, а результатом невнимательности будет авария — протечка водопровода.
- Некорректное нагревание элементов на оборудовании. Идеально ровное положение деталей на этом этапе обязательно. Даже минимальное смещение может повлиять на надежность, эксплуатационные характеристики любой системы.
- Неточная состыковка элементов. После их соединения идеальным будет отсутствие любых нелинейных смещений. Даже малейший поворот относительно оси негативно скажется на качестве шва. Он получится недостаточно прочным.
- Корректировка соосности после стыковки. Ее продолжительность — 1-2 секунды. Более длительное время уже повлияет на надежность соединения. Несоосность на небольших участках не будет видна, но на длинной линии она станет заметной.
- Неплотное вхождение трубы в фитинг — еще одна потенциальная (и распространенная) ошибка. Конец ее обязан входить до разметочной линии или до самого ободка, который присутствуют на некоторых пластиковых изделиях.

Еще одна потенциальная проблема — провисание длинных участков (4-5 м). Полипропиленовым трубам свойственно линейное расширение под действием высоких температур, либо при повышении давления. Чтобы избежать этого явления, используют компенсаторы. Их можно приобрести в магазине или создать своими руками. Простейшее самодельное устройство — петля, сделанная из пластиковой трубы.
При любых сомнениях в качестве шва, участок, вызывающий подозрения, лучше вырезать, а затем переделать. Своевременное устранение дефектов (в процессе монтажа) позволит избежать замены стыка в работающей системе.
Альтернативы сварке ПП труб
Прежде чем принимать окончательное решение относительно способа, лучше познакомиться с другими вариантами, так как сваривать полипропиленовые трубы совсем необязательно. Есть возможность использовать альтернативные способы. К ним относятся компрессионные фитинги и «холодная» сварка — применение надежных клеевых составов. Оба варианта отличаются легкостью работ, минимальными затратами.
Использование компрессионных фитингов
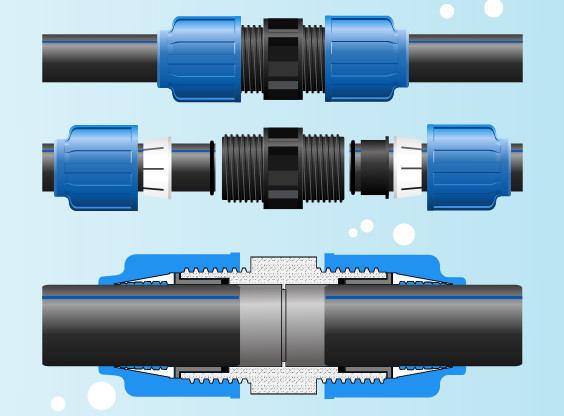
Чтобы исполнить задуманное, мастеру будут нужны такие фитинги и обжимной ключ. Первые элементы оснащаются зажимными уплотнителями-кольцами, они исполняют роль демпферов в тех случаях, когда в системе возникают ударные нагрузки. Монтаж этих элементов происходит так:
- На подготовленный конец трубы надевают синюю гайку. Белое обжимное кольцо должно быть направлено к хвостовой части элемента.
- В фитинг трубу вставляют до упора, двигая зажимное кольцо. Синюю гайку сначала закручивают вручную, затем используют обжимной ключ.
В этом случае работа проходит без промедления, так как компрессионные детали не требуют дополнительных действий, они полностью готовы к работе. Температурные показатели для процесса также не важны. Операция эта проста, она не требует особых навыков и специальных знаний.
Холодная сварка полипропилена

Это соединение элементов с помощью термоактивных клеевых составов с эпоксидной смолой: например, LN-915 или его модификации. Такой клей «умеет» растворять третью часть состыковываемых поверхностей, обеспечивая необходимую диффузию. Для защиты рук от «агрессора» лучше надеть перчатки.
- После подготовки и обезжиривания элементов на стыки наносят клей, затем их соединяют.
- Нажим выдерживают в течение 3 минут, потом тканью удаляют выступившие излишки.
- Детали размещают на ровной поверхности, оставляют как минимум на 6 часов.
Проверку на герметичность проводят только спустя сутки. Минус метода — возможность использования холодной сварки только для систем холодного водоснабжения. Перед работой надо обеспечить два условия — достаточную влажность и температуру (от 5 до 35°). Операцию необходимо проводить быстро, так как клей не должен преждевременно схватиться.
Самостоятельная работа не сможет вызвать серьезных затруднений, так как сваривать полипропиленовые трубы довольно просто. Нужно только:
- точно соблюдать технологию горячей сварки;
- следить за временем (не думать о секундах свысока);
- обеспечить правильную подготовку поверхностей;
- и корректно проводить каждый этап операции.
Предварительный «разогрев» — тренировку на обрезках труб и недорогих фитингах рекомендуют проводить все мастера, потому что она поможет понять нюансы сварки полипропилена и получить хоть какой-то опыт.
Следующее видео покажет весь процесс:






