- Полуавтоматическая сварка трубы
- Что такое полуавтоматическая сварка
- Суть работы полуавтоматов при сваривании труб
- Преимущества полуавтоматической сварки трубы
- Оборудование для полуавтоматической сварки трубы
- Правила и нюансы проведения полуавтоматической сварки трубы
- Как варить полуавтоматом трубы
- #1 ovik
- #2 МИХА75
- #3 ovik
- #4 МИХА75
- #5 ovik
- #6 МИХА75
- #7 МИХА75
- #8 МИХА75
- #9 ovik
- #10 МИХА75
- #11 ovik
- #12 МИХА75
- #13 ARGONIUS
- #14 WebWelder
- #15 AMBIVERT42
- #16 МИХА75
- #17 ovik
- #18 ARGONIUS
- #19 МИХА75
- #20 ovik
Полуавтоматическая сварка трубы

Вопросы, рассмотренные в материале:
- Что такое полуавтоматическая сварка
- В чем плюсы полуавтоматической сварки трубы
- Какое оборудование используют для полуавтоматической сварки трубы
- Каковы основные нюансы и правила проведения полуавтоматической сварки трубы
Современные сварочные технологии предполагают широкое использование полуавтоматических аппаратов. Устройства такого типа применяются как в гаражных мастерских, так и на промышленных производствах. Одним из преимуществ такой техники является упрощение работы мастера на дуговых поверхностях, включая трубопроводы. Из этой статьи вы узнаете о том, как производится полуавтоматическая сварка трубы, и поймете все особенности данного процесса.
Что такое полуавтоматическая сварка

Залог эффективного использования оборудования – знание его строения и технологии работы. Основное отличие полуавтоматического сварочного аппарата заключается в том, что во время процесса электродная проволока подается к месту плавления автоматически.
Конструкция такого устройства состоит из:
- Основного блока, который преобразует сетевой электрический ток и отвечает за равномерную подачу электродной проволоки. Здесь же производится настройка аппарата перед процедурой.
- Шланга (сварочного рукава).
- Горелки с электродной проволокой.
- Токопроводящего наконечника.
- Газовой защиты.
Крупные предприятия с большим объемом заказов для полуавтоматической сварки трубы используют стационарные агрегаты. Такое оборудование обеспечивает высокое качество швов, экономию времени и электроэнергии.
Все полуавтоматы условно можно разделить на несколько видов:
- с порошковой проволокой;
- с флюсованной проволокой;
- с защитой в виде инертных газов;
- универсальные.
Несмотря на такое разнообразие, все они отлично справляются со сваркой труб как из цветного, так и из черного металла.

В зависимости от способа подачи электрода, аппараты для полуавтоматической сварки труб можно разделить на:
- переносные – представляют собой небольшой блок, который легко перемещать;
- передвижные – установлены на специальных колесиках для более удобной транспортировки;
- стационарные – прочно закрепленные на подставке в одном помещении.
По типу функционирования подающего устройства выделяют:
- толкающие, когда специальные ролики выталкивают электрод к месту сварки;
- тянущие, когда подающее устройство находится в самой ручке и подтягивает к наконечнику проволоку, которая, как правило, находится в основном блоке.
Суть работы полуавтоматов при сваривании труб

1. Отличительные особенности.
Полуавтоматическая сварка труб не имеет кардинальных отличий от проведения процедуры ручным аппаратом, но по окончании процесса некоторые особенности заметить можно. Полуавтоматический шов будет иметь зигзагообразную форму плавления. Кроме того, сам процесс займет гораздо меньше времени.
Проволока-электрод, используемая в полуавтоматической сварке, может иметь диаметр от 0,8 до 1,2 мм в зависимости от специфики труб. Перед началом работ кромки изделия иногда подготавливают разделкой.
Рекомендовано к прочтению
2. Область применения полуавтомата.
Благодаря различным формам агрегата его можно использовать как в цехах промышленных масштабов, так и на отдельном объекте (выездной формат работ).
Полуавтоматическая сварка трубы, как правило, производится на этапе заготовок. Монтаж водопровода, газопровода и оснастки промышленных помещений, как правило, производится на самом объекте при помощи других технологий.
Особенности монтажа имеют значение при выборе типа швов. Так, для соединения двух элементов используют стыковые и нахлесточные швы, а в некоторых случаях – угловые.
Для монтажа водо- и газоснабжения мастера выезжают на объект и проводят процедуру непосредственно в эксплуатационных условиях. Для простоты перемещения аппарата его устанавливают на специальный прицеп. При этом работы производятся с применением газовой защиты (например, СО2).
3. Подготовительные работы.

Чтобы шов получился качественным, а скрепление прочным, следует провести некоторые подготовительные работы. Сперва необходимо нарезать трубы. Затем под углом снимаются фаски (это делается для более глубокой проварки стыков). После этого счищается верхний слой кромок и оцентровывается место соединения.
Для контроля качества операций, проделанных на этом этапе, скос кромок проверяется в нескольких местах, оценивается параллельность деталей изделия (они должны располагаться точно под углом 90° по отношению к центральной оси), осматриваются срезы на предмет чистоты. Наличие на кромках пятен ржавчины или нескольких капель масла существенно снижают прочность сцепления труб. Во избежание подобной ситуации необходимо произвести очистку материала с внешней и внутренней стороны не менее чем на 15 мм от среза.
Для четкой стыковки труб необходимо установить их строго параллельно и сделать вдоль места сцепления несколько прихваток – коротких швов того же качества, что и основной. Это делается для того, чтобы зазор не изменял свою конфигурацию во время проведения полуавтоматической сварки трубы.
Для сварки сложных материалов (поржавевших, оцинкованных и т. п.) полуавтоматическим способом лучше всего подходят медная и алюминиевая проволоки. Именно они дают равномерный и прочный шов в такой ситуации.
Преимущества полуавтоматической сварки трубы

Использование полуавтоматической технологии для выполнения сварки может существенно упростить и ускорить работу мастера. Для этого нужно лишь хорошо владеть азами сварочного дела, знать принцип работы агрегата, разбираться в расходных материалах и обладать навыками подбора нужного режима.
В учебных заведениях молодых специалистов обучают всему этому мастера-профессионалы. Но это не означает, что работе на полуавтомате нельзя обучиться самостоятельно. Такой вид аппаратов широко применяется не только в производственных цехах и на промышленных объектах для сцепления труб, но и в гаражных мастерских, в том числе, для личного пользования. Главное – умело подобрать настройки работы агрегата.
В качестве газовой защиты новичкам и сварщикам-любителям лучше использовать углекислый газ – он доступен по цене и обладает достойными качественными характеристиками.
Полуавтоматическая сварка с применением углекислого газа хороша тем, что:
- позволяет выполнять процесс в ускоренном темпе;
- с ее помощью легко получить надежный и качественный шов;
- не портится вид изделия;
- удобна для работы на разных участках (даже труднодоступных);
- минимизируется количество отходов.
Оборудование для полуавтоматической сварки трубы

Сварка полуавтоматом может выполняться на трубах разного типа стали – от стандартной до нержавеющей. Преимуществом такого метода является то, что электродная проволока подается непрерывно на протяжение всего процесса. Это избавляет мастера от необходимости постоянно менять электроды, экономит его время и энергозатраты.
Наиболее распространены агрегаты, оснащенные защитной газовой системой – MIG/MAG. В отличие от полуавтоматов с флюсовой защитой, их можно применять для работы как в вертикальной плоскости, так и в горизонтальной, при этом эстетику шва сохранить гораздо легче.
Правила и нюансы проведения полуавтоматической сварки трубы

Вопрос о том, как правильно осуществлять полуавтоматическую сварку трубы, часто волнует молодых специалистов и мастеров-самоучек. Эта процедура содержит множество нюансов касательно выбора расходников и контроля процесса.
Итак, как мы выяснили выше, в зависимости от конкретного признака агрегаты бывают:
- переносного, передвижного и стационарного типа исполнения;
- автономными или встроенными;
- с газовой системой защиты, с флюсовой, комбинированного типа или без защиты;
- со стальной электродной проволокой, порошковой, алюминиевой, сплавной или комбинированной;
- с толкающим, тянущим или с комбинированным способом подачи электродной проволоки;
- с плавным, ступенчатым или плавно-ступенчатым способом регулирования интенсивности подачи проволоки;
- рассчитанные на напряжение 220 В или 380 В;
- с естественным или искусственным способом охлаждения горелки;
- профессиональные, полупрофессиональные и бытовые – в зависимости от назначения.

Вне зависимости от фирмы и страны-производителя все аппараты для полуавтоматической сварки труб характеризуются механическим способом подачи проволоки. Электрод диаметром от 0,6 до 2,5 мм подается к наконечнику через гибкий шланговый кабель. При этом настройка оборудования производится мастером отдельно для каждой процедуры.
Основными элементами устройства являются:
- горелка;
- шланговый кабель;
- механизм подачи электрода.
Подающий механизм работает за счет вращения роликов (одной или двух пар). Их скорость регулируется в настройках основного блока агрегата плавно или ступенчато в зависимости от строения прибора.

Мощность оборудования напрямую зависит от веса кассеты – от 1,5 до 50 кг. Все они могут быть как закрытого, так и открытого типа (существует также аппарат для полуавтоматической сварки труб открытого типа, установленный на тележке). От основного блока к держателю или горелке с проводом отходит шланг (сварочный рукав). Он может быть 1,5, 2,5 или 3 м в длину. Оборудование, оснащенное системой газовой защиты, имеет также устройства для подведения соответствующего вещества.
Горелка – основной инструмент сварщика. С ее помощью производится как сам процесс наложения швов, так и защита (газовая или флюсовая, если таковая имеется). Производители понимают всю важность этого приспособления, поэтому стараются сделать все для его усовершенствования.
Для расходных материалов разного типа предусмотрен свой оптимальный режим использования. Основные параметры для работы с каждым из них отражены в таблице ниже.
Как варить полуавтоматом трубы
#1 ovik
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо.
#2 МИХА75

- Город: Н.Тагил
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо.
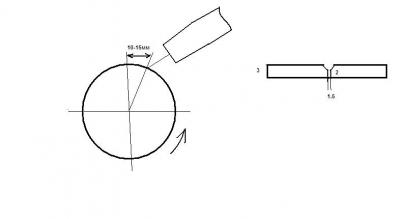
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно «зенита» верхней точки трубы) горелки. А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
#3 ovik
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо.
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно «зенита» верхней точки трубы) горелки. А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
Металл черняга, положение трубы горизонтальное, горелку хоть в каком положении можно расположить. мы варили диаметр 100мм, толщина 3мм, волтаж как писал 29В!
#4 МИХА75
- Город: Н.Тагил
горелку хоть в каком положении можно расположить.
Я это понимаю,но как и,где вы располагаете её — для меня загадка.
У вас Таурус , на какой программе варите и в какой защите?
, на какой программе варите и в какой защите?
#5 ovik
горелку хоть в каком положении можно расположить.
Я это понимаю,но как и,где вы располагаете её для меня загадка.
У вас Таурус подающий Таурус 551.jpg, на какой программе варите и в какой защите?
варим газом евромикс, зачем вам в каком положении я варю, лучше дайте дельный совет в каком положении надо варить и как правильно на каких режимах! программу мы настраиваем сами, вольтаж и скорость подачи проволоки что ранее писал!
#6 МИХА75
- Город: Н.Тагил
программу мы настраиваем сами, вольтаж и скорость подачи проволоки
вперёд к успеху
программа 180 (точнее на своей таблице смотри) для толщины 3мм, вольтаж и динамика дуги подстраивается индивидуально.
Чтоб все параметры выдать ,надо быть вашим технологом (или волшебником),но направление (в поиске истинны) я вам подкинул.
#7 МИХА75
- Город: Н.Тагил
диаметр 100мм, толщина 3мм, волтаж как писал 29В
какие вы скорострельные,на диаметр 1000мм и стенку 30мм само то.
#8 МИХА75
- Город: Н.Тагил
зачем вам в каком положении я варю
А это нужно для того,что бы вам ответ наиболее правильный дать.Всё достигается путём «проб и ошибок».
А это в довесок 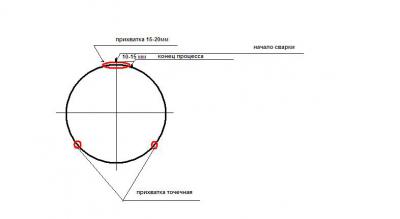 прихватки должны быть подрезаны и зачищены.
прихватки должны быть подрезаны и зачищены.
#9 ovik
зачем вам в каком положении я варю
А это нужно для того,что бы вам ответ наиболее правильный дать.Всё достигается путём «проб и ошибок».
А это в довесок на вращателе2.JPG прихватки должны быть подрезаны защенны.
Нужен ли зазор? если да то какой? сколько проходов?
#10 МИХА75
- Город: Н.Тагил
Нужен ли зазор? если да то какой? сколько проходов?
Гадая на «кофейной гуще» я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки.
#11 ovik
Нужен ли зазор? если да то какой? сколько проходов?
Гадая на «кофейной гуще» я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки.
Сегодня пробовал варить, то прожигаю, то усиление чуть ли не 10см, а проплава нету! горелку держу в ругах труба на вращателе крутиться. зазор ставил от 1мм до 3мм все равно нечего не выходит. забыл сфоткать, в след раз обязательно скину что у меня вышло. трубы идут на модульную котельную, давление до 16 атм. так что качество провара обязательно
#12 МИХА75
- Город: Н.Тагил
трубы идут на модульную котельную, давление до 16 атм. так что качество провара обязательно
Такие трубы сначала аргонят по корню.Полуавтоматом заполняют.
Сразу на раз полуавтоматом сложно,но можно.Тем более таким как у вас.
Валик большой (10мм это круто),провара нет — скорость вращателя большая и горелка близко к «зениту» находится (смещается в сторону вращения).Посмотрите на рисунки (ещё раз).
#13 ARGONIUS

- Город: Н.Новгород
#14 WebWelder
Я тут почитал что люди пишут интересно стало))) почему швы корневые «аргонят» на чернухе. про корень ручником это тоже крутатень в условиях цеха еще)) учитывая что кпд ручника в разы ниже полуавтомата. это как можно давать размер зазора разделки не зная какого сечения сварочную проволоку используют. и еще очень огромный момент в защите какого газа варим, какая динамика дуги, ампераж, ну вольтаж огромен это да тут уже написали про это)))
#15 AMBIVERT42
почему швы корневые «аргонят» на чернухе.
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
#16 МИХА75
- Город: Н.Тагил
Я тут почитал что люди пишут интересно стало)))
не внимательно читал.
Дополню
AMBIVERTа
аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно.
А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет «пропускать через вращатель» несколько разных диаметров, с небольшим изменением только скорости вращения трубы.
#17 ovik
Я тут почитал что люди пишут интересно стало)))
не внимательно читал.
Дополню
AMBIVERTа
аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно.
А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет «пропускать через вращатель» несколько разных диаметров, с небольшим изменением только скорости вращения трубы.
скажи пожалуйста вот при толщине стенки 3-4мм нужен зазор для РАДС? и на обычном режиме или импульсном лучше сварить?
#18 ARGONIUS
- Город: Н.Новгород
#19 МИХА75
- Город: Н.Тагил
А возможность РАДС имеется ?(не много запоздалый вопрос )
#20 ovik
Проходить рАДС корень это медленно, зато вопросов по качеству возникнуть практически не должно.
Итак, V-образная разделка, зазор 0-0,5 мм, присадка 1,6 мм, вольфрам 2,4 мм, заточен «в иглу», сопло N 6, газ 7 л/мин, ток подобрать (ориентировочно 48- 60 А если на линейном). С импульсом заморачиваться не стал, задув газа в трубу тоже ни к чему. Пару движений металлической щёткой по разделке с корнем, дальше заполнение-облицовка полуавтоматом, для проволоки 1,2 мм подача 4- 4,5 м/мин, напряжение 19-21 V (это если навскидку), а лучше подобрать на слух, я в крутилках на своём аппарате не особо уверен.
В сети где то видел ролик, как похожую задачу решают полуавтоматом, только там не таурус, а альфа-ку. Там в импульсных режимах варят и в три прохода, причём на каждый проход свой режим. Если у кого есть альфа-ку, можно бы конечно заморочиться, но гораздо дешевле любой недорогой аргонник DC+ имеющийся уже таурус. Любым евм-овским п/а заполненние-облицовку можно очень красиво и качественно заварить.
Вопрос адресовался не мне, но я бы варил приблизительно так.
А возможность РАДС имеется ?(не много запоздалый вопрос )
имеется РАДС,сорри что не сообщил ранее, хотелось бы конечно без разделки кромок сваривать толщину 3-4мм. tig аппарат тоже евм тетрикс 300-2 есть 3 режима инпульсной сварки






